


{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
Cat. Nr.:
| Thread pitch | 2,309 mm | |
| Type | HB7735 | |
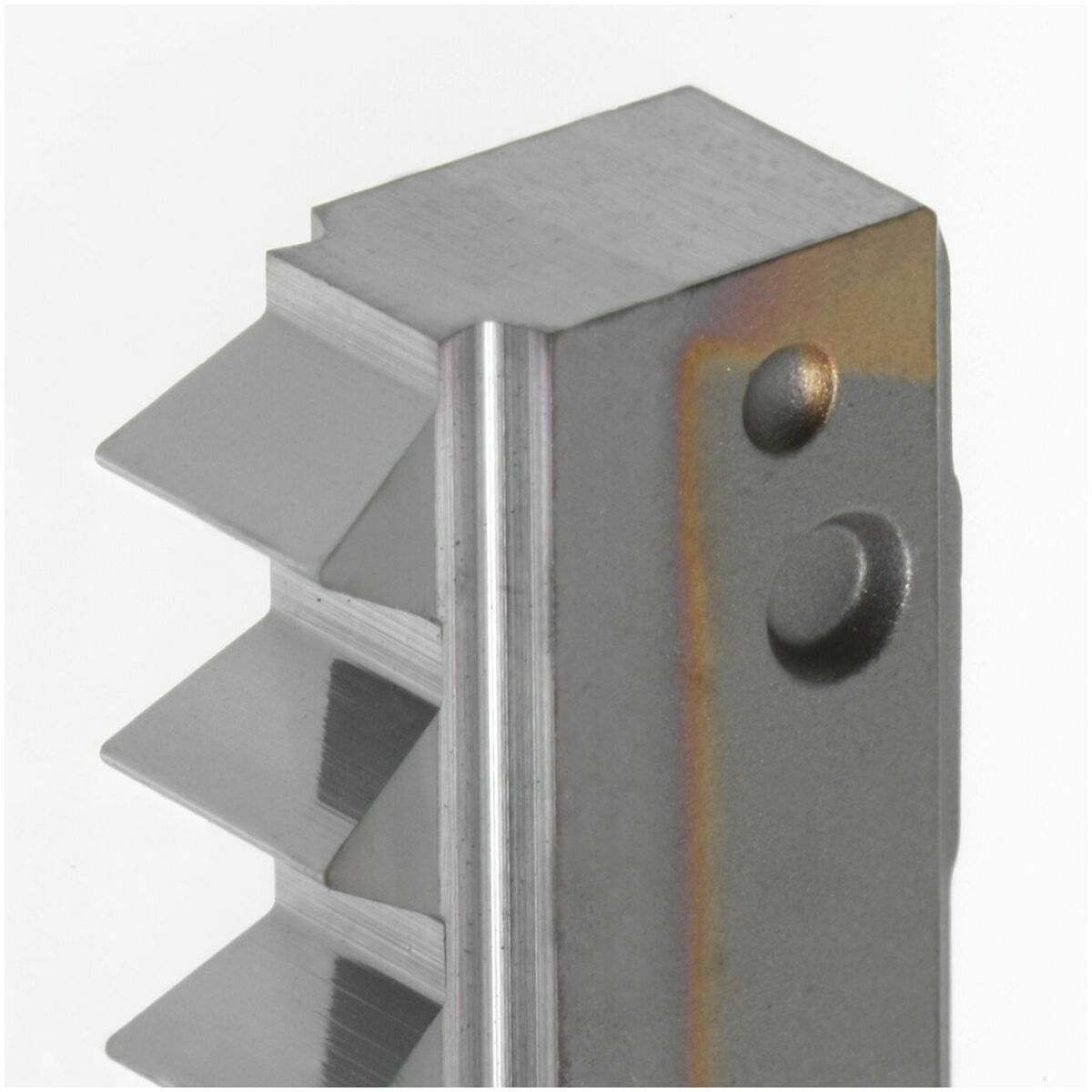
| Tool material | Carbide | |
| Thread type | G; BSW; G-LH; BSW-LH; BSP; BSP-LH | |
| Flank angle | 55 degrees | |
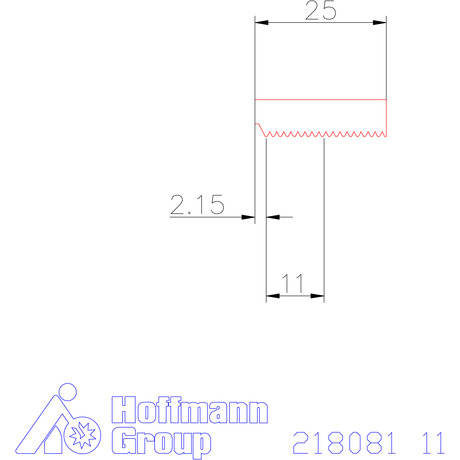
| Insert size | 25 mm | |
| Coating | TiAlN | |
| Threads per inch | 11 | |
| Number of cutting edges Z | 10 | |
| Internal/external application | Internal; External | |
| Thread profile | Full profile | |
| Cutting direction | right-hand and left-hand | |
| Type of product | Cutter insert for milling |
| Article number | 218081 11 | |
| EAN / GTIN | 4045197412775 | |
| Manufacturer number | 218081 11 | |
| Manufacturer/responsible person | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Germany, www.hoffmann-group.com |















