Izvedba:
Visokokvalitetno mikro svrdlo za univerzalnu upotrebu na materijalima s naglaskom na obradi čelika. Maksimalna procesna sigurnost zahvaljujući alatima cjelokupnog sustava koji su precizno usklađeni jedni s drugima i proširenom nagibu vodilice. Bušenje najmanjih promjera do maksimalne dubine nakon prethodne pilot rupe. Optimalan kompromis promjera jezgre i veličine prostora za odvojene čestice za optimalno uklanjanje odvojenih čestica - čak i kod materijala s dugim odvojenim česticama. Povećana brzina uklanjanja materijala i vijek trajanja omogućuju ekonomični postupak bušenja, čak i uz najmanje promjere provrta s istovremeno velikim omjerom L/D.
Napomena:
Za sigurnu primjenu svrdla od 8×D potrebna je pilot rupa od najmanje 4×D bušena pilot svrdlom
121223. Pri vertikalnoj obradi i ravnoj površini obratka, od DC = ⌀ 1 mm do duljine od 12×D moguće je obavljanje postupka bez uporabe pilot svrdla. Molimo vas da uvijek pazite na prostor za odvojene čestice kod bušenja pilot svrdlom osobito ako taj postupak obavljate prije početka rada s drugim svrdlima.
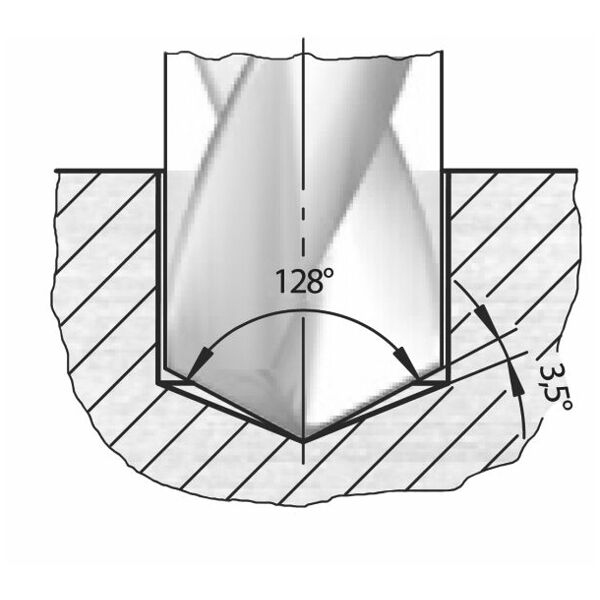
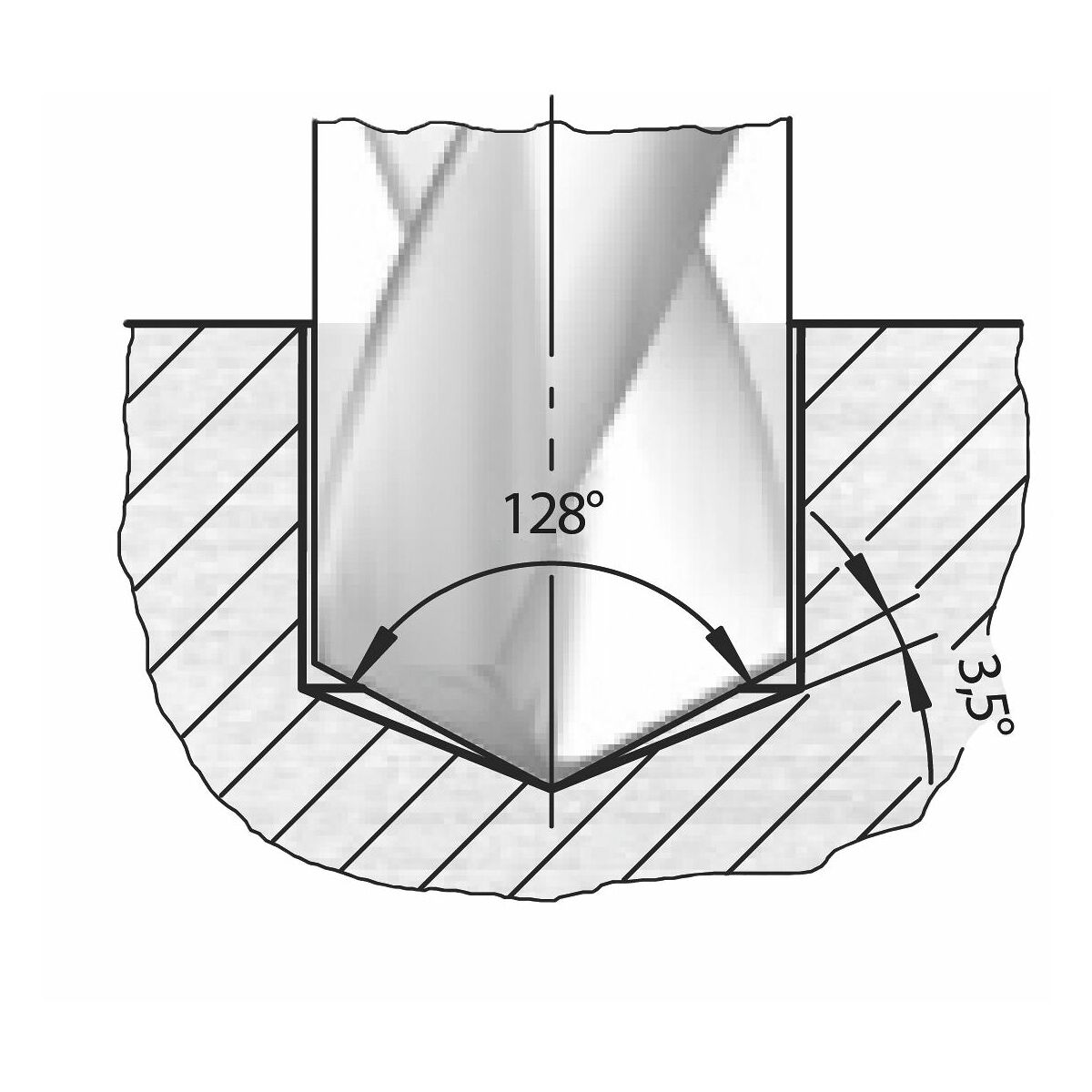
Preporučujemo postavljanje upuštača za upuštanje pod kutom od 90° primjenom posebno prilagođenog NC zabušivača, poslije obavljenog postupka bušenja pilot svrdlom. Pri bušenju prolaznih rupa potrebno je smanjiti posmak alata za 50% s time da se takvo podešavanje obavlja prije početka bušenja. Materijali s duljim odvojenim česticama u nekim slučajevima zahtijevaju uklanjanje odvojenih čestica u koracima od 3×D minimalnim pokretom unatrag na dubini pilot rupe. Molimo vas da obratite pažnju na prikladne elemente za stezanje alata (termoskupljajuća stezna glava, hidraulička stezna glava) s preciznošću kružnog kretanja od 0,003 mm, dovoljno visok tlak rashladnog sredstva (najmanje 30 bara), kao i na dovoljno finu filtraciju rashladnog sredstva (DC <⌀ 2 mm s filtrom ≤ 0,010 mm; DC <⌀ 3 mm filtar ≤ 0,020 mm). Navedeni omjer L/D odgovara dubini bušenja koja se minimalno može dosegnuti odgovarajućim svrdlom.
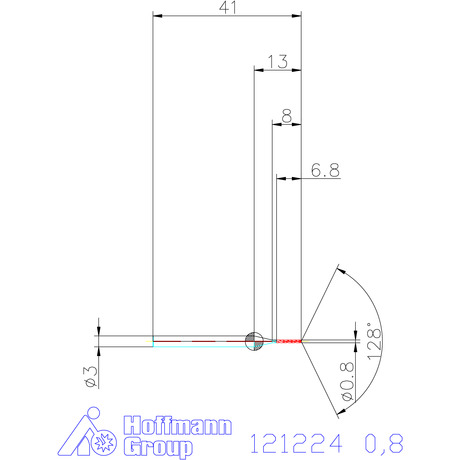
Duljina spirale LC = L2 + 1,5 × DC.
Duljina spirale L
C = L
2 + 1,5 × D
C.