Version:
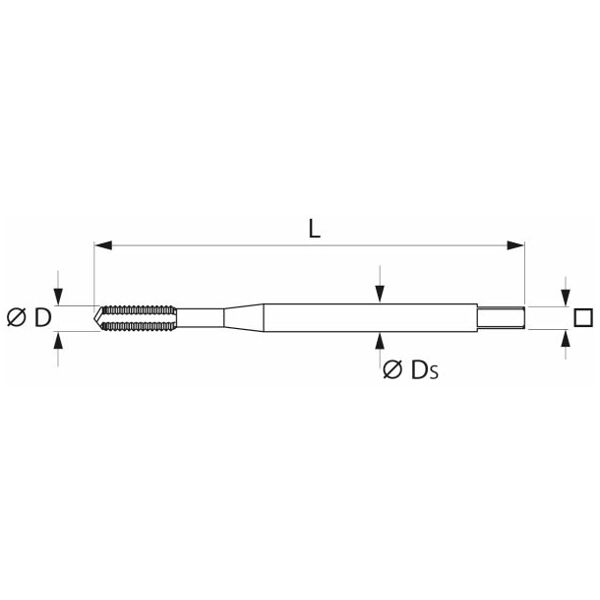
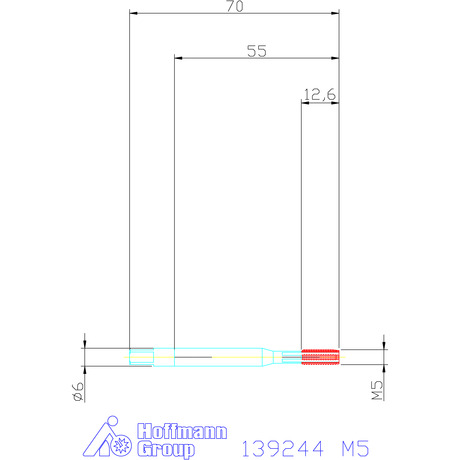
Special polygon geometry and shank to DIN 6535-HA for use on machines with synchronised spindle drives. With oil grooves; optimal lubrication effect even in deeper threads.
Special solid carbide tool material for high cutting speeds and long tool life. TiAlN and anti-friction coating ensure low wear and low tendency to edge build-up.
With axial internal coolant supply; advantageous / sufficient for blind hole machining.
Note:
For use on synchronised spindles, the
GARANT quick-change tapping chuck
No. 338100 − 338121 with minimum length adjustment (MLA) ensures very high process reliability.