Version:
For the highest performance demands. For use with emulsion (fat content minimum 8%).
Application:
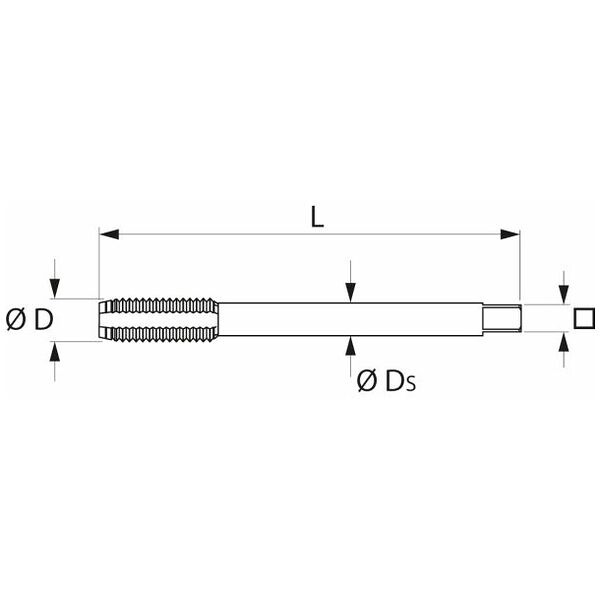
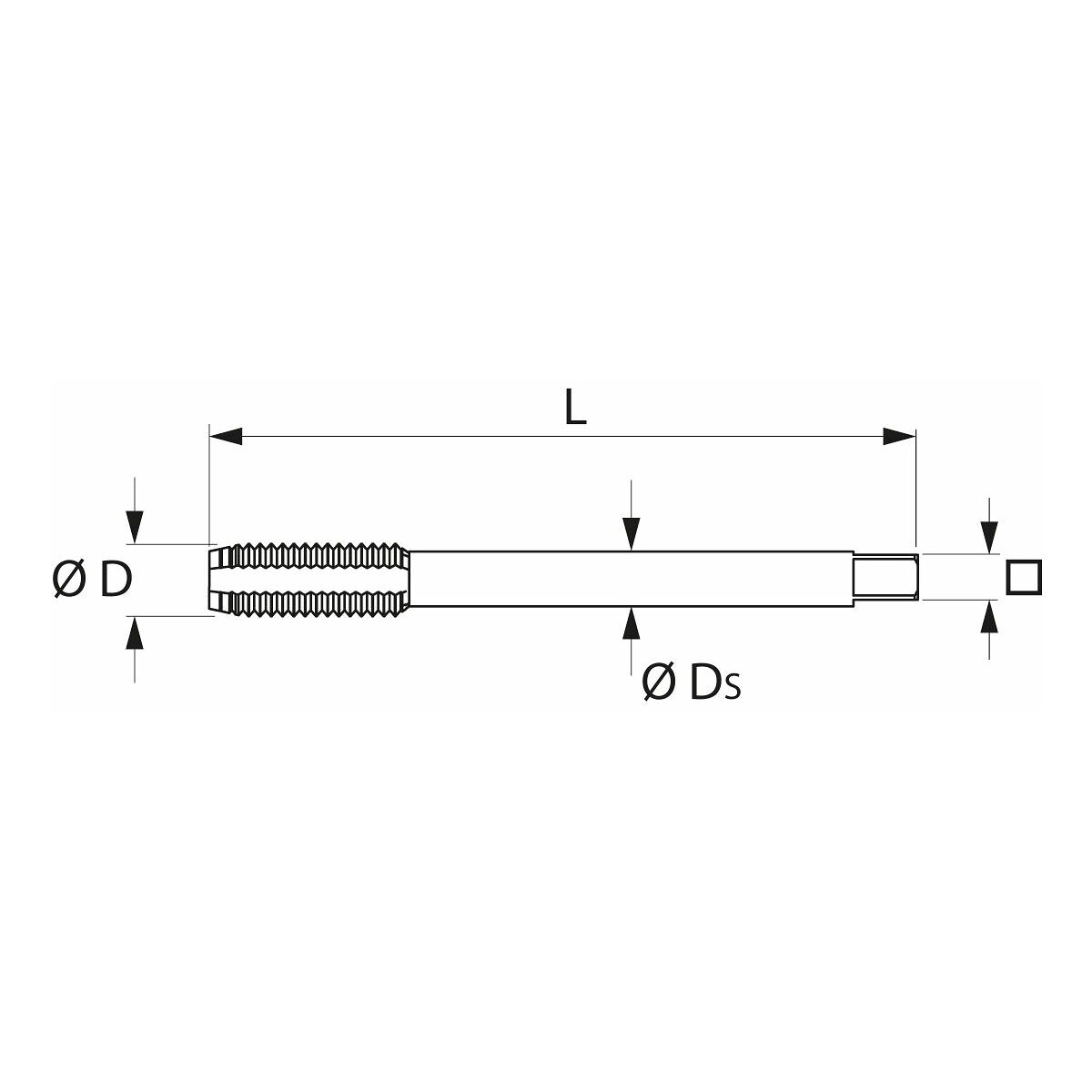
Tapered pipe threads (NPT) to ANSI B1.20.1, for threads with sealants. See the table for the specified minimum size of the tapping hole.
Recommendation:
For
TOOLOX and
HARDOX materials we recommend deviating from the DIN data (see table) by drilling the tapping hole ⌀
0.05 to
0.3 mm larger.
Tapping hole ⌀ A:Pre-drill a plain hole
without using a reamer.
Tapping hole ⌀ B:Pre-drill a plain hole and then
ream it using a 1:16 taper reamer (see No. 162650). The taper bore ⌀ can then be checked laterally by reference to the D
max check dimension (see table).
Variant B for drilling the tapping hole offers the best process reliability for the tapping operation.