























{{ name }}
Número de artículo {{ combinedCodeWithHighlight }}
Código del artículo:
EAN / GTIN:
Número del fabricante:
N.º de cat.:
| Indvendig køling | ja, med 40 bar | |
| Kølevæskeindgang | med indløb til kølesmøremiddel, aksialt på hulkredsen | |
| Kølevæskelækager | med udløb til kølesmøremiddel, aksialt skrå | |
| Kølesmøremiddel | ja | |
| Serie | Master Steel | |
| Producentbetegnelse | GARANT Master Steel Micro VHM-Bohrer zylindrischer Schaft | |
| Grænseflade, placering | på maskinsiden | |
| Holdertype | Cylinderskaft | |
| Kodning af adskillelsespunkt | ZYL00300115 | |
| Holderform | Standard | |
| Holderdesign | metrisk | |
| Holderstørrelse, metrisk | 0030 mm | |
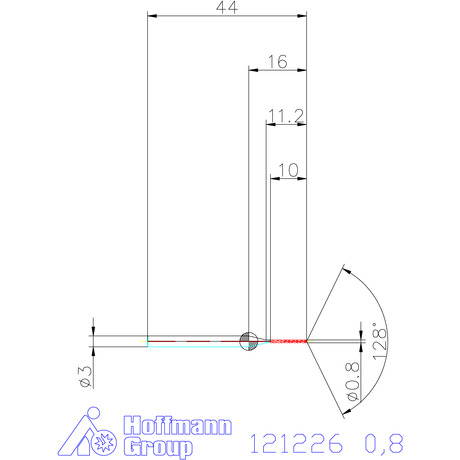
| Skaftdiameter | 3 mm | |
| Skaftlængde | 28 mm | |
| Holderdiameter, ISO-toleranceklasse | 3 mm | |
| Holderdiameter, nedre mål | -0,008 mm | |
| Skærediameter, min. | 0,8 mm | |
| Skærediameter, maks. | 0,8 mm | |
| Konfigurerbar | nej | |
| Tolerance for skærediameter | toleranceklasse ISO | |
| Toleranceklasse ISO | h6 | |
| Spånnotlængde | 11,2 mm | |
| Afstand, skærekanthjørne til skærekantspids | 0,2 mm | |
| Antal skær | 2 | |
| Snoningsretning | højre | |
| Spiralvinkel, min. | 30 grader | |
| Vinkel, 1. trin | 128 grader | |
| Slibeform | A | |
| Produktnavn (type) | H | |
| Pilotbor nødvendigt | sí | |
| Skæremateriale | HM | |
| Standardbetegnelse, skærestof, 2. Prioritet | HM | |
| Standardbetegnelse, skærestof, 3. Prioritet | HM | |
| Spåntagningsgruppe | P (Stål) | |
| Skærestof, producentbetegnelse | VHM | |
| Belægning | AlCrN | |
| Grænseflade | skillepunkt 1 | |
| Længde på udhæng | 16 mm | |
| Nyttelængde | 10 mm | |
| Samlet længde | 44 mm | |
| Funktionslængde | 43,8 mm | |
| Vægt | 5 g | |
| Skæreretning | højreskærende | |
| Værktøjsdesign | massiv hårdmetal | |
| Standard | Werksnorm | |
| Medie | uden datamedie | |
| Bearbejdningsprocesser | hel boring | |
| Farvering | grøn | |
| Spåntagningsstrategi | HPC | |
| Produkttype | korthulsbor | |
| Indhold | enkelt del |
| Número de artículo | 121226 0,8 | |
| EAN / GTIN | 4062406578244 | |
| Número del fabricante | 121226 0,8 | |
| Fabricante/responsable | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |













