Esecuzione:
Micropunte pilota ad alte prestazioni, disponibili in due versioni, per l’impiego universale su diversi materiali, in particolare per la lavorazione dell’acciaio. Possibilità di foratura o di esecuzione del foro pilota per un’ampia gamma di applicazioni, anche su superfici inclinate o curve. Massima sicurezza di processo grazie a utensili del sistema complessivo perfettamente armonizzati. Equilibrio ottimale tra diametro del nocciolo e dimensioni delle scanalature per un’evacuazione del truciolo estremamente efficace, anche con materiali a truciolo lungo.
Nota:
Per un utilizzo sicuro delle micropunte a partire da 8×D è necessario eseguire una
foratura pilota di
almeno 2×D con la micropunta pilota a gradini n. art. 121222 o
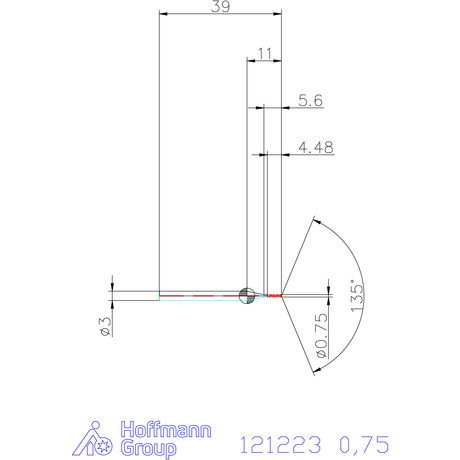
almeno 4xD con la micropunta pilota n. art.
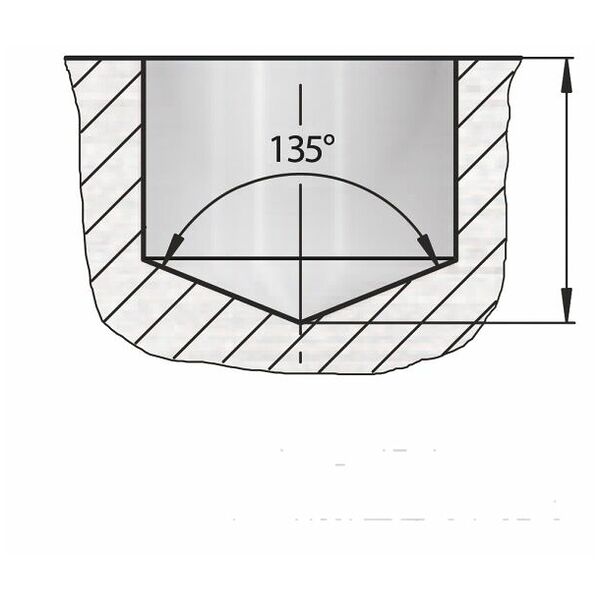
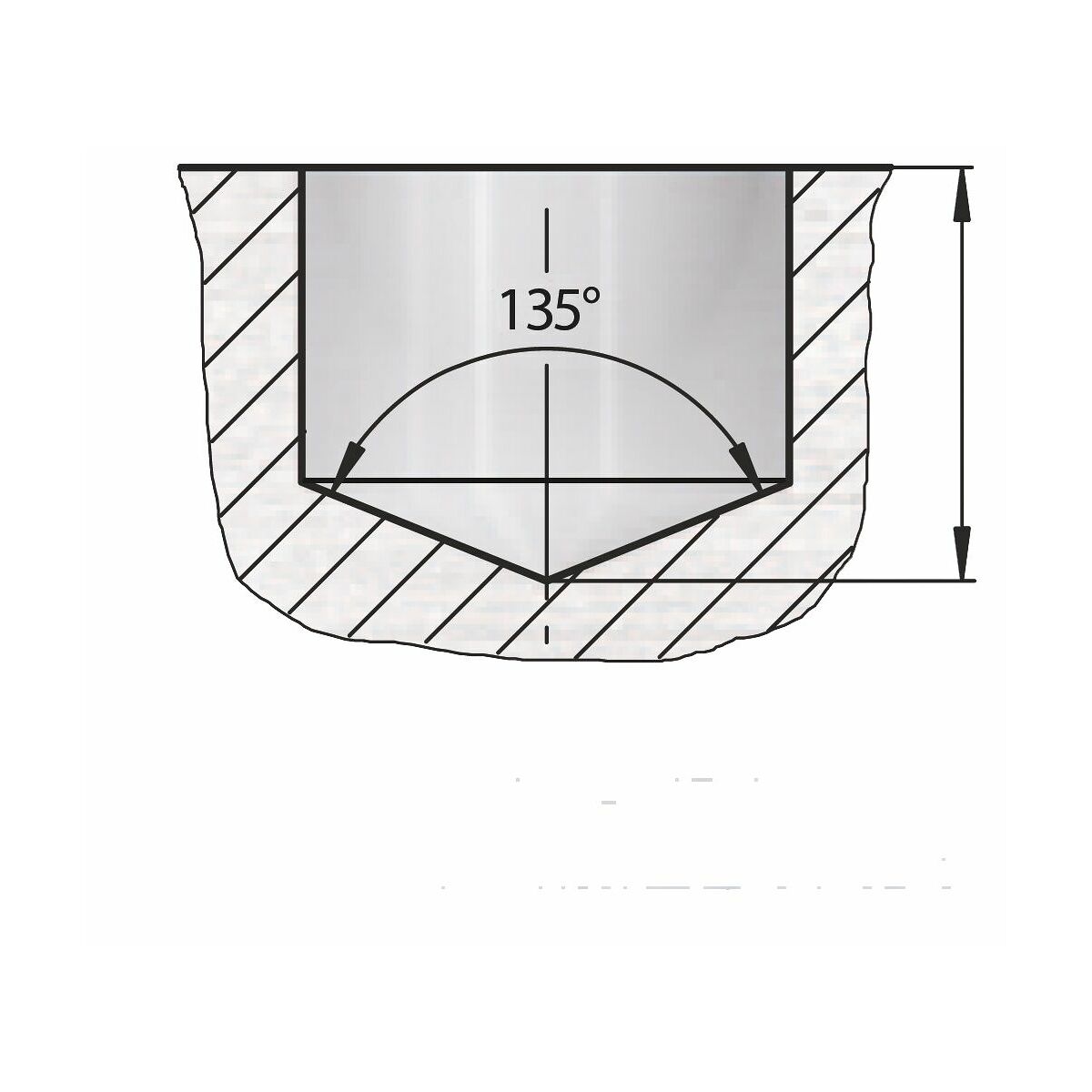
121223. In caso di lavorazione verticale e superficie piana del pezzo, è possibile rinunciare a un foro pilota a partire da D
C = ⌀ di 1 mm fino a una lunghezza di 12×D. Prima di utilizzare l’utensile per foratura successivo, prestare sempre attenzione all’
assenza di trucioli nel foro pilota. Una volta eseguito il foro pilota, si raccomanda di effettuare una svasatura di 90° usando un’apposita punta da centro per macchine CN. Con la punta pilota a gradini n. art. 121222 è possibile eseguire la pilotatura e la svasatura in un unico passaggio. In caso di applicazioni complesse (ad es. massima precisione di produzione, formazione di bave minima, pressione del lubrorefrigerante ridotta), ridurre l’avanzamento dell’utensile del 50% prima dell’uscita del materiale. I materiali a truciolo lungo richiedono all’occorrenza una
rimozione dei trucioli per fasi, con un movimento di arretramento.
Si prega di utilizzare
dispositivi di serraggio utensili idonei (mandrini portautensili a calettare, mandrini idraulici) con una precisione di concentricità
inferiore a 0,003 mm.
Punta pilota con smusso di guida allargato, maggiore volume di asportazione e lunga durata per un processo di foratura conveniente
. Assicurarsi che la
pressione del refrigerante sia sufficientemente elevata (almeno 30 bar) e che la
filtrazione del mezzo di raffreddamento sia adeguatamente fine (D
C < ⌀ 2 mm con filtro ≤ 0,010 mm; D
C < ⌀ 3 mm filtro ≤ 0,020 mm). Il rapporto L/D indicato corrisponde alla profondità di foratura minima raggiungibile con la rispettiva micropunta. Lunghezza scanalatura per trucioli L
C = L
2 + 1,5 × D
C.