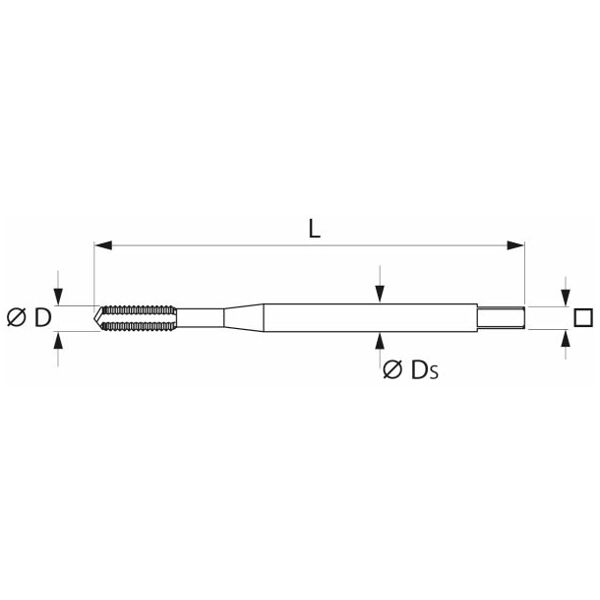
Ausführung:
Stabile Ausführung mit Schälanschnitt und Schaft nach DIN 1835-B. Spezielle Geometrie für den universellen Einsatz auf Maschinen mit synchronisiertem Spindelantrieb. Die Führung des Gewindebohrers erfolgt damit über die Synchronspindel der Maschine.
Spezielle TiAlN-Beschichtung für optimale Standzeiten.
Einsetzbar mit Emulsion (Fettanteil mindestens 8%).
Hinweis:
Für den Einsatz auf Synchronspindeln, gewährleistet das
GARANT-Gewindeschneid-Schnellwechselfutter
Nr. 338100 − 338121 mit Minimal-Längenausgleich (MLA) die prozesssicherste Bearbeitung.