Ausführung:
Mit
weiterentwickelter DLC-Beschichtung sp2. Für
höchste Ansprüche an Leistung und Präzision in Aluminium-Werkstoffen. Extrem eingegrenzte Toleranzen sorgen für ein Maximum an Genauigkeit. Doppelt hinterschliffener 2-Fasen-Hohlschliff.
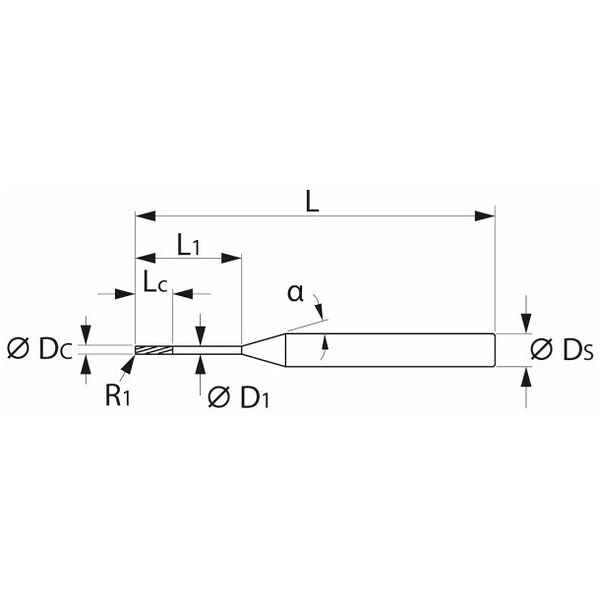
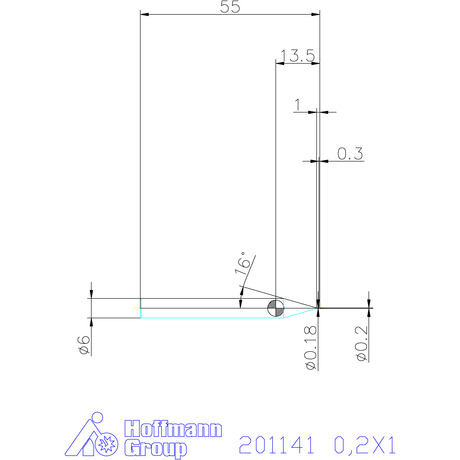
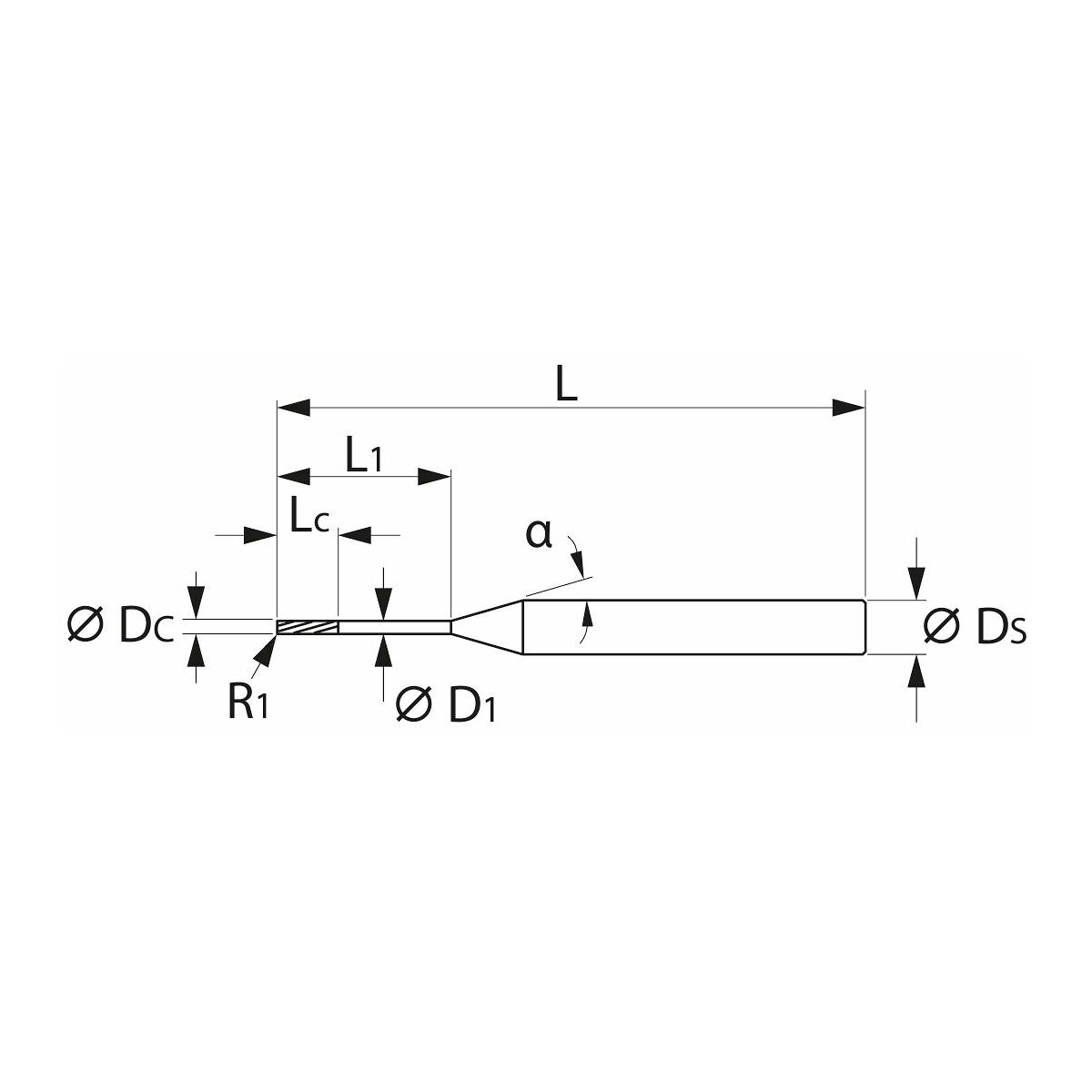
Absatzwinkel α=16°.Toleranzen:
- Freistellungs-⌀: D1 = 0 / -0,01 mm.
Extra stabiler Schaft zur Verminderung der Vibrationsneigung.
Hinweis:
Bei steigender Auskraglänge des Werkzeuges, ap Reduzierung anwenden!
Werte für:
Vollnut: ap = 0,25×D×ap korr
Besäumen: ap = 0,5×D×ap korr
Zum Berechnen der Vorschubgeschwindigkeit vf bitte die tatsächlich eingesetzte (meist maximale) Drehzahl der Maschine verwenden!
z.B: vf = 18000 [1/min] × fz [mm/Z] × z