Version:
Top quality with TiAlN coating for the highest blade life requirements. Shorter sawing times due to higher cutting speeds.
Application:
For low speed machines (approx. 50 rpm).
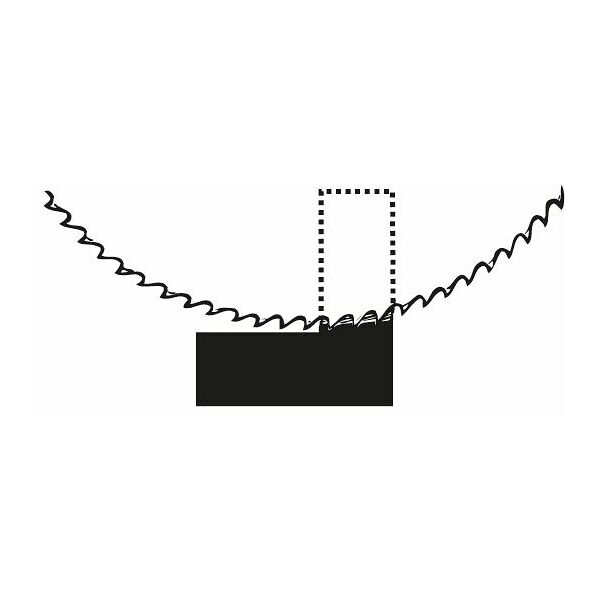
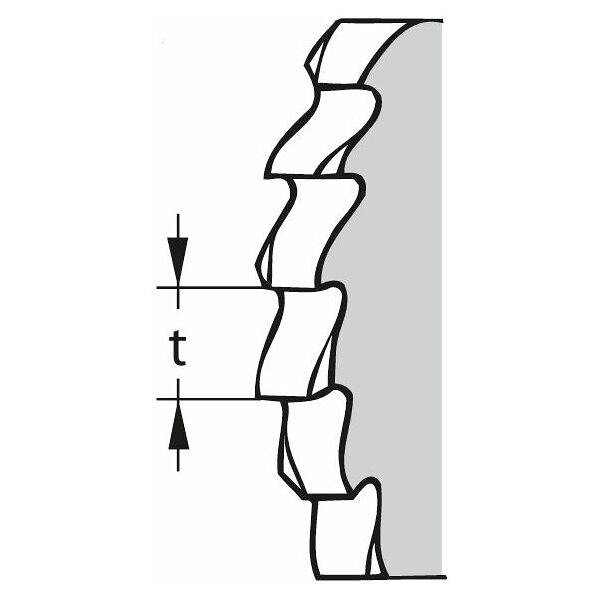
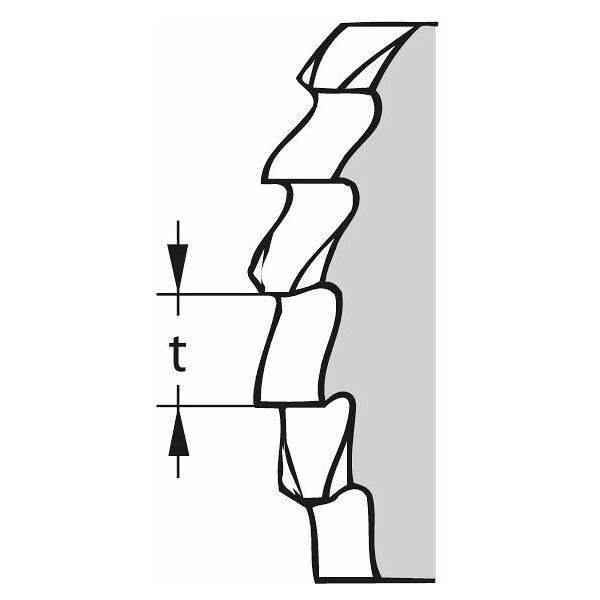
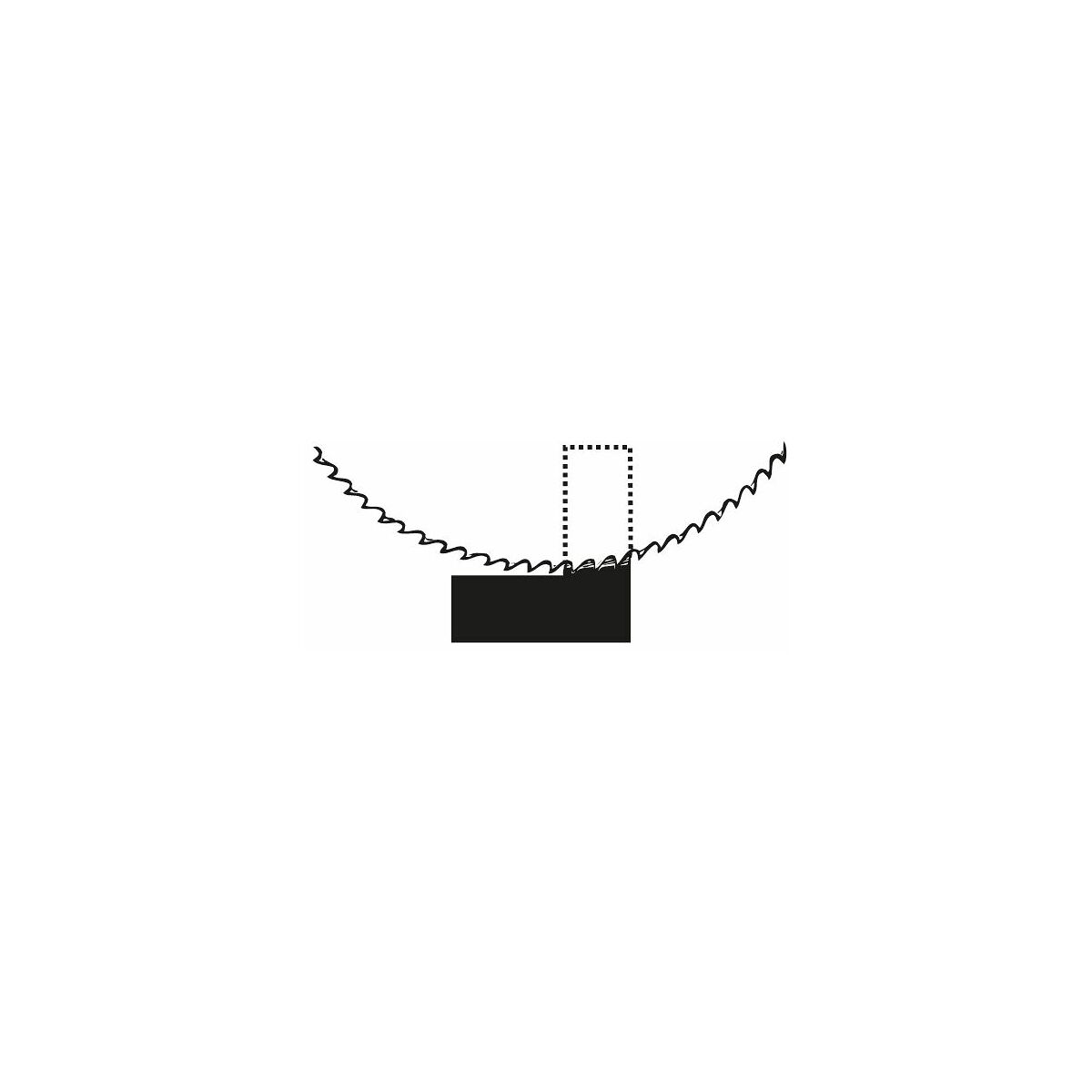
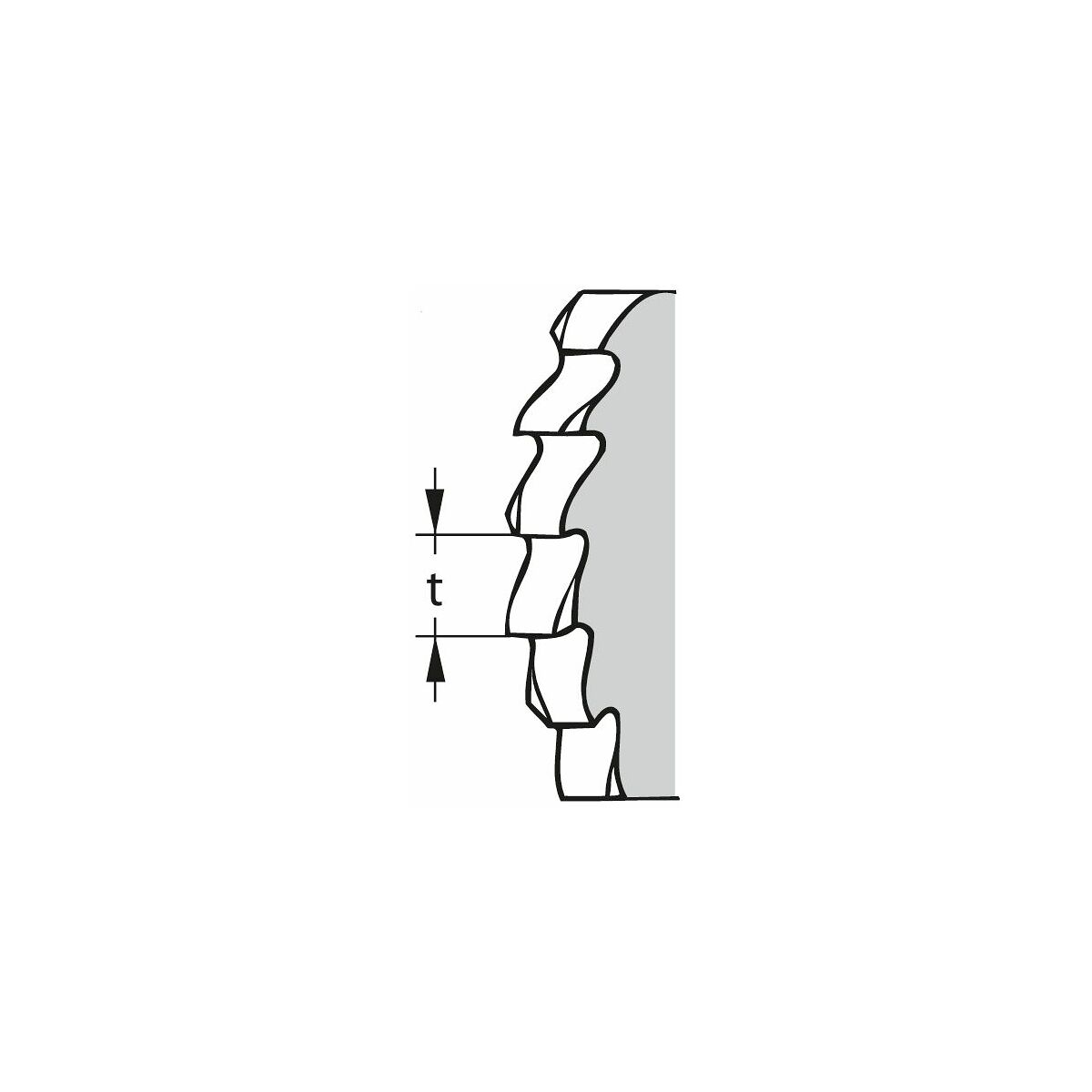
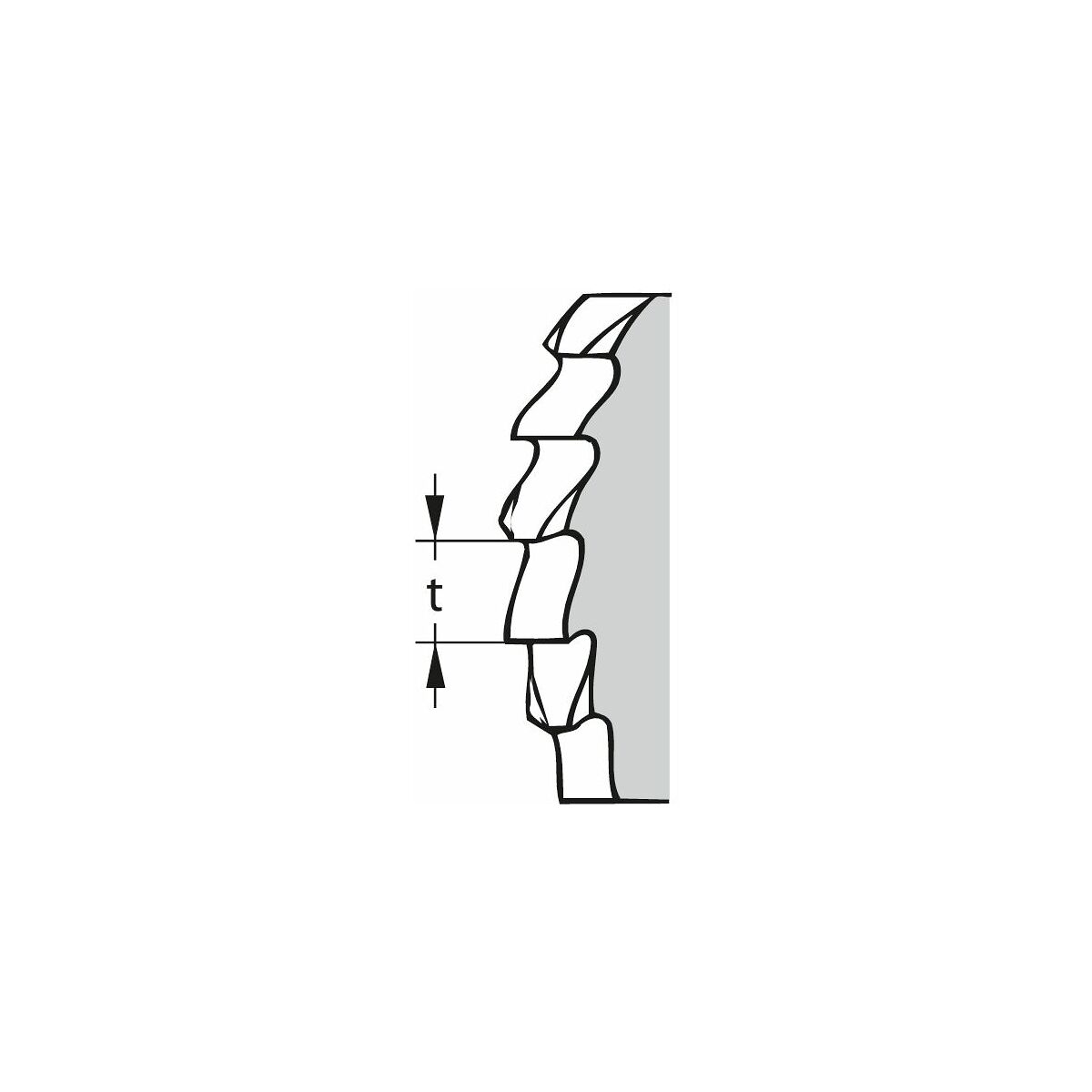
Pitch t: (tooth form).
- 4 mm (BW) − For profiles and pipes with 1.0 − 1.5 mm wall thickness.
- 5 / 6 mm (HZ) − For medium profiles, pipes and solid bar with 1.5 − 20 mm wall thickness / cross-section.
- 7 / 8 mm (HZ) − For thick profiles and solid bar up to approx. 50 mm wall thickness / cross-section.
- 10 − 16 mm (HZ) − For extra thick cross-sections and solid bar more than 50 mm.
Note:
- For stainless steels (such as V2A) the correct cutting speed and lubrication is crucial (see information in the machining handbook No. 110020).
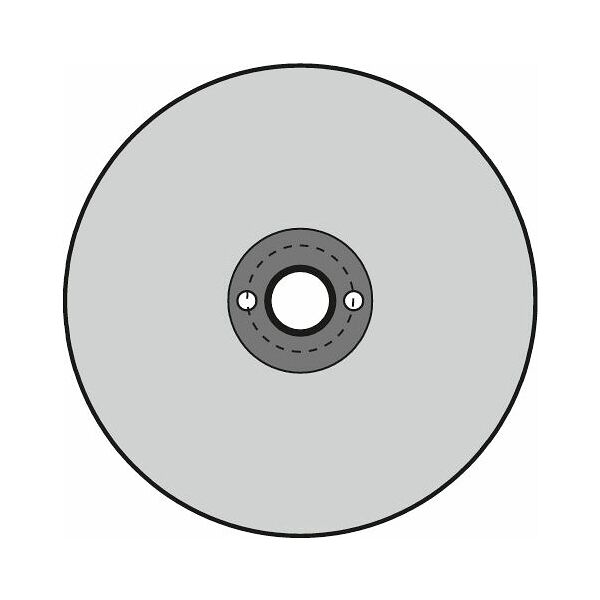
- The concentricity and axial run-out values are considerably better than those to DIN 1840, in some cases by up to 50 %.
Successor product to No. 177060.