

{{ name }}
Réf. {{ combinedCodeWithHighlight }}
Référence:
EAN / GTIN:
Réf. fabricant:
| Taille de filetage | 1/2-14 NPT | |
| Revêtement | TiAlN | |
| Type de filetage | NPT | |
| Angle de flanc | 60 degré | |
| Type d'outils | HSS E PM | |
| Norme | Norme usine | |
| Norme de filetage | ANSI B 1.20.1 | |
| Entrée | C | |
| Rapport conique | 1:16 | |
| Angle d'hélice | 15 degré | |
| Queue | Queue cylindrique avec h9 | |
| Arrosage interne | non | |
| Utilisation avec le type d'alésage | Trou borgne; Trou débouchant | |
| Sens de la coupe | à droite | |
| Pas de filetage | 1,814 mm | |
| Filets au pouce | 14 | |
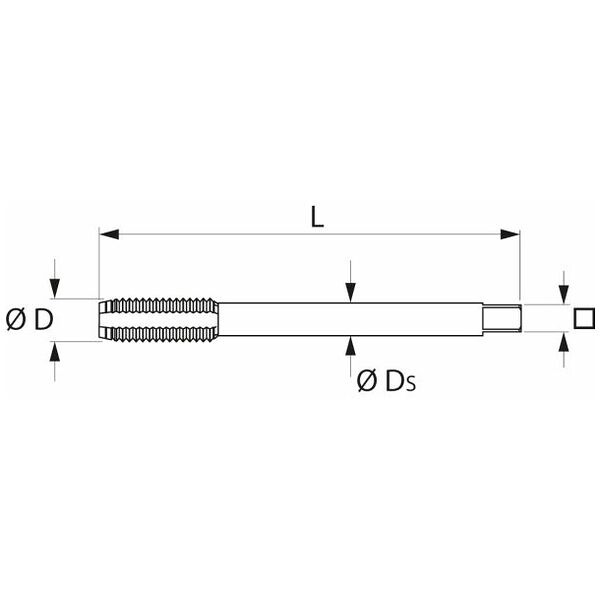
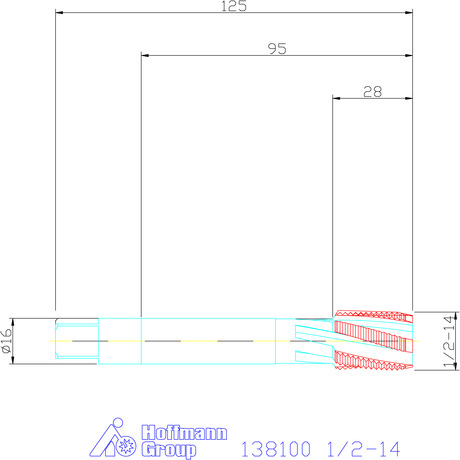
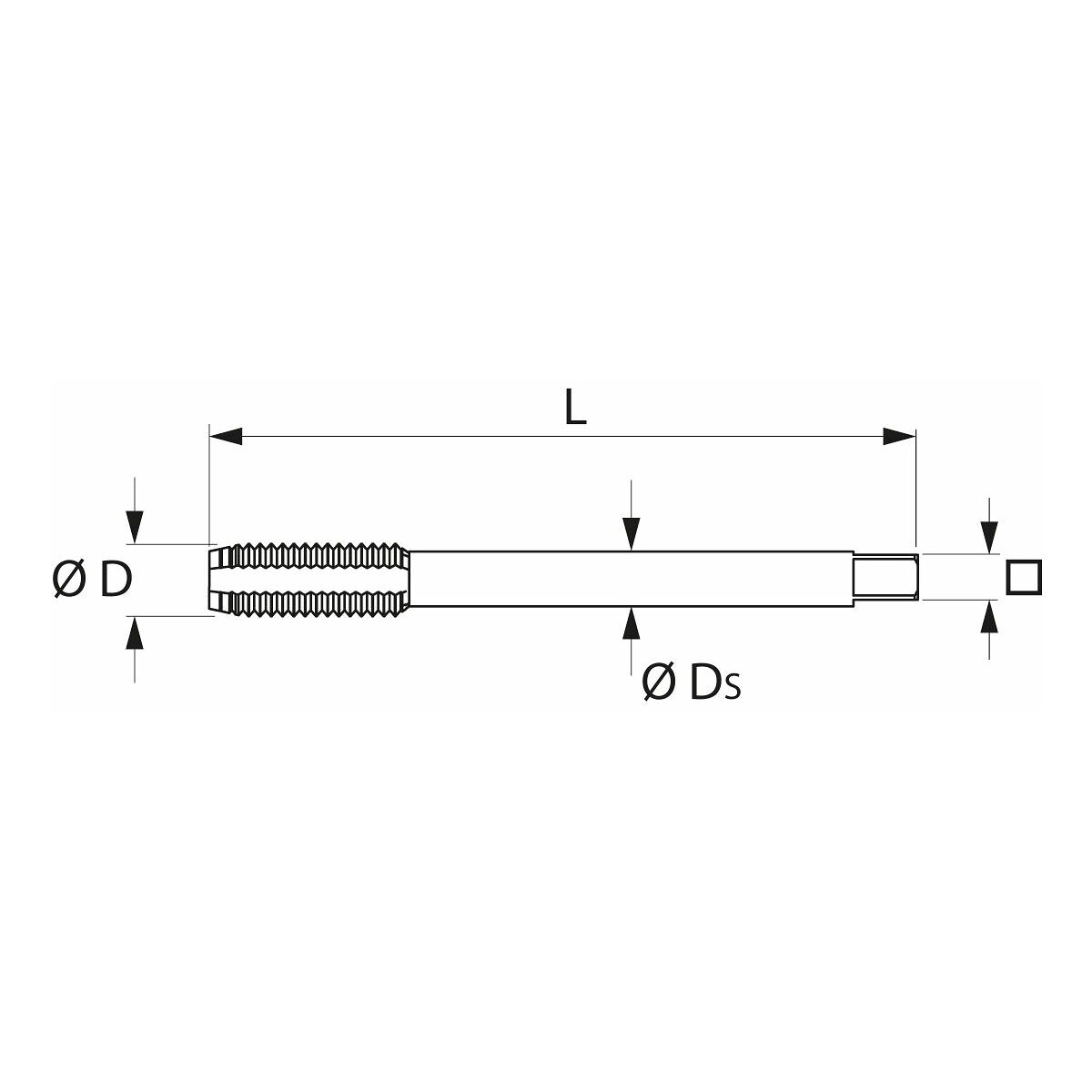
| Longueur totale L | 125 mm | |
| ⌀ queue Ds | 16 mm | |
| Carré corps □ | 12 mm | |
| ⌀ perçage A | 17,85 mm | |
| ⌀ perçage B | 17,5 mm | |
| ⌀ étalon Dmax + 0,05 | 18,32 mm | |
| Profondeur min. avant-trou | 22,9 mm | |
| Filetage ⌀ | 21,223 mm | |
| Type d'outil de filetage | Taraud machine pour l’usinage traditionnel | |
| Nombre de goujures | 5 | |
| Bague de couleur | Rouge | |
| Nombre de dents Z | 5 | |
| Profondeur de filetage | 40,6 mm | |
| Type de produit | Taraud |
| Référence article | 138100 1/2-14 | |
| EAN / GTIN | 4045197080448 |







