Version:
High-performance tool for exceptionally efficient finish machining of free-form surfaces. For outstanding surface qualities in a very short machining time. For use on modern 5-axis milling machines with CAD / CAM support.
The end face geometry is designed so that the chips, especially those formed by the end radius, are of optimum shape and have optimum evacuation characteristics. For this purpose the number of cutting edges is reduced to the number of effective end face cutting edges.
Recommendation:
As an oversize for finishing operations we recommend 0.05 to 0.2 mm.
Note:
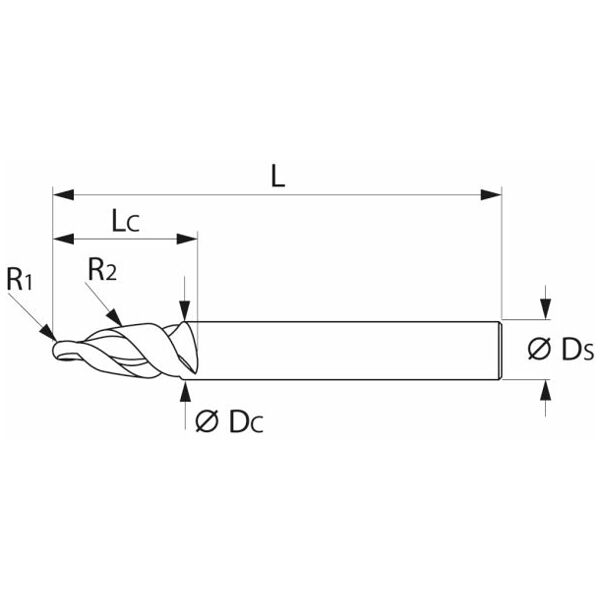
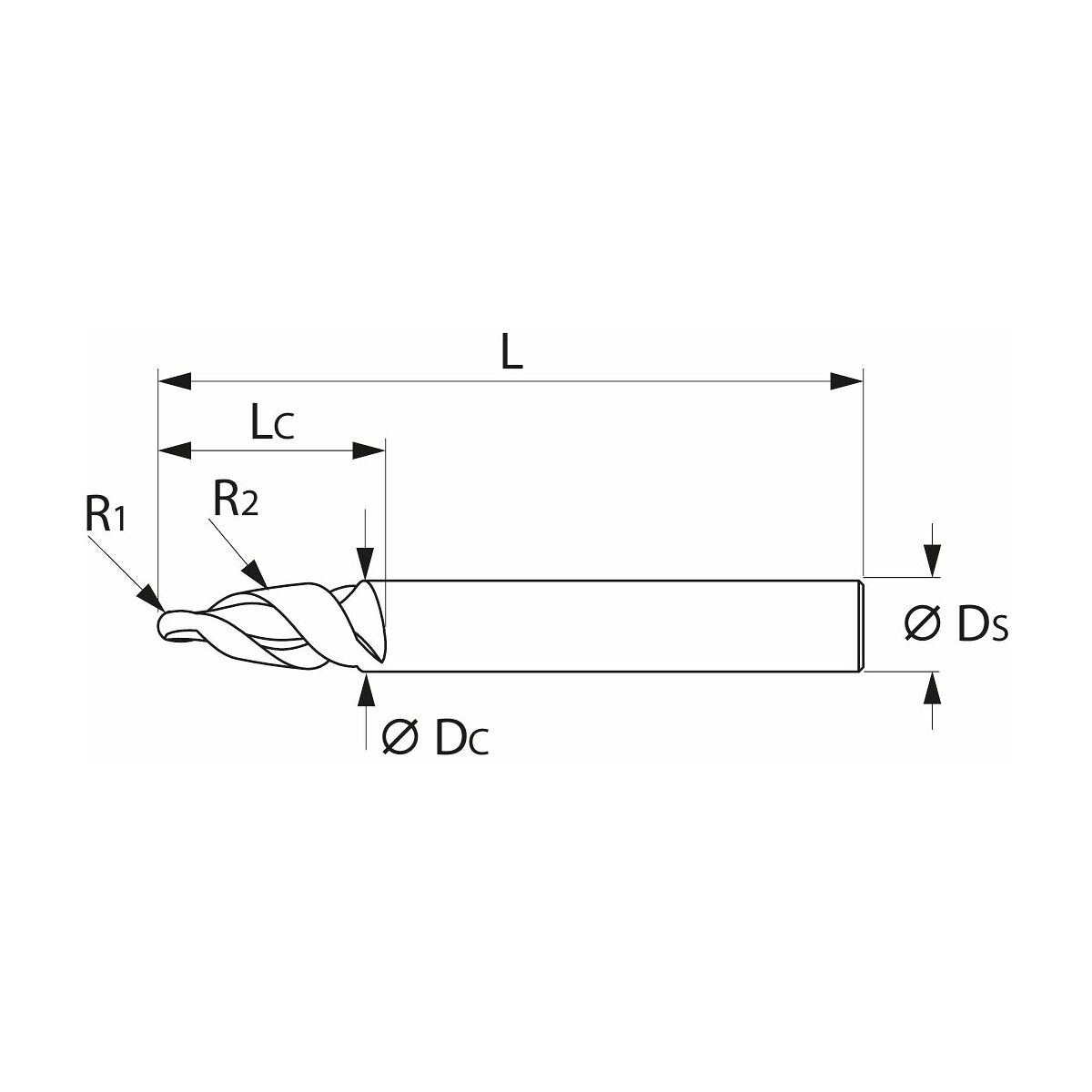
R2 represents the effective radius on the tool.
Cannot be reground!