Version:
3-flute drill, specially developed for
use at very high feed rates. Outstandingly suitable for machines with
high installed power and stable machining conditions.
- Special cutter geometry with stable cutting edges and large clearance at the centre enables very high feed rates.
- The patented tip is optimised for chip flow and generates low cutting pressure with good chip breakage.
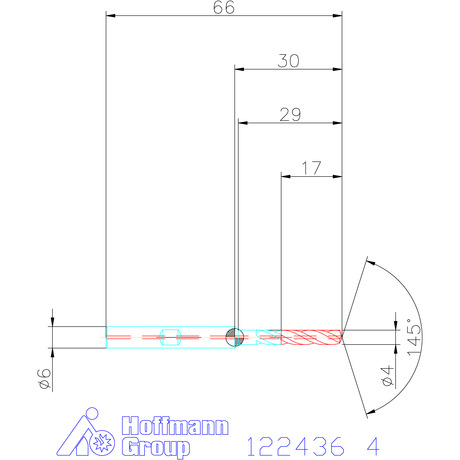
- With a 145° point angle for low burrs on emerging from through holes.
The
sector-leading technology of the chisel point guarantees
optimum self-centring behaviour and permits
spot drilling on irregular surfaces. 3 guide chamfers guarantee a stable exit from the hole and an exact roundness of the hole.
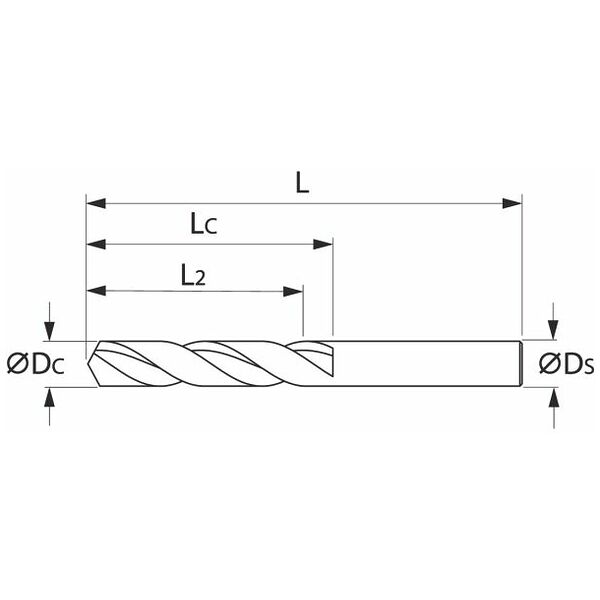
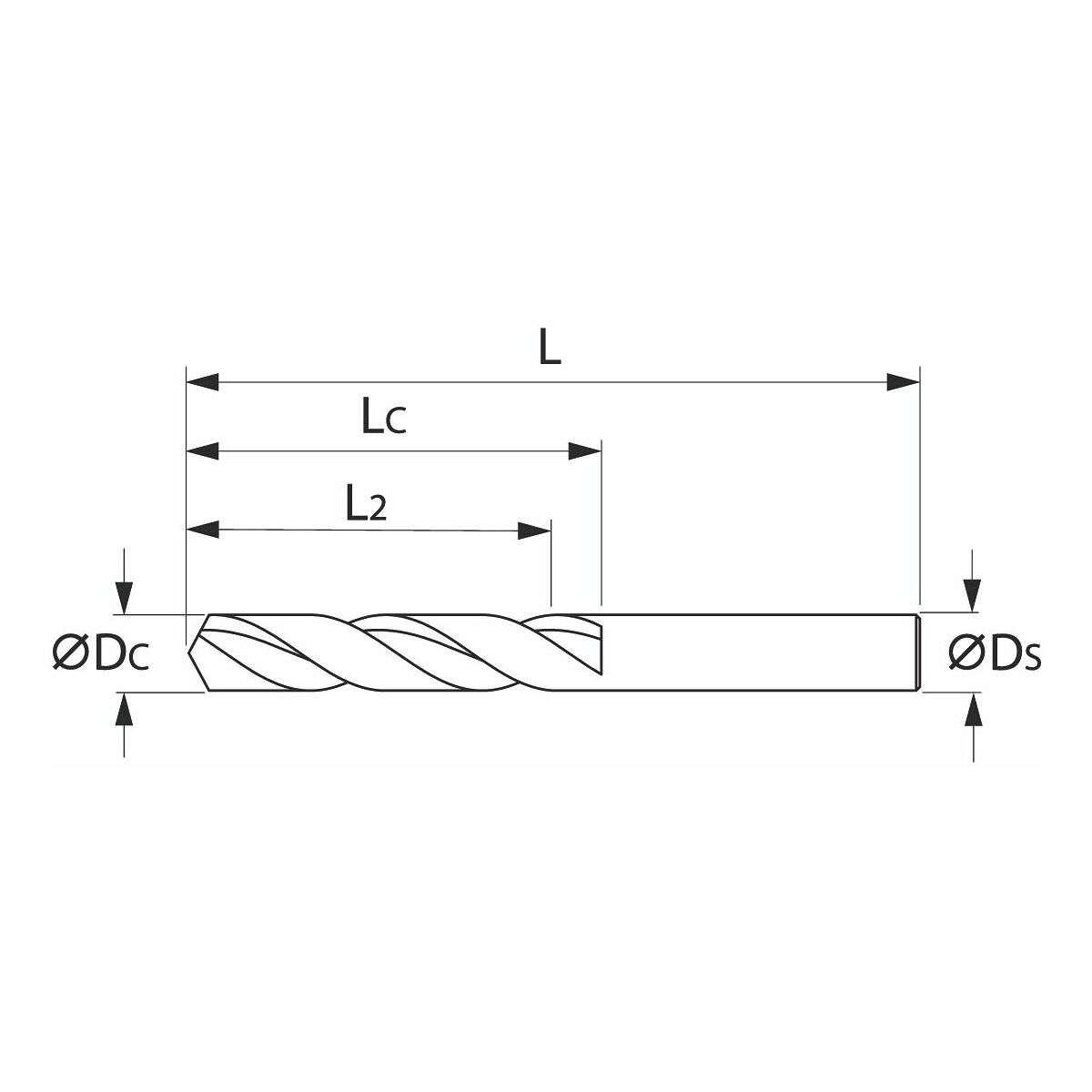
Note:
Flute length LC = L2 + 1.5 × DC.