



{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
Cat. Nr.:
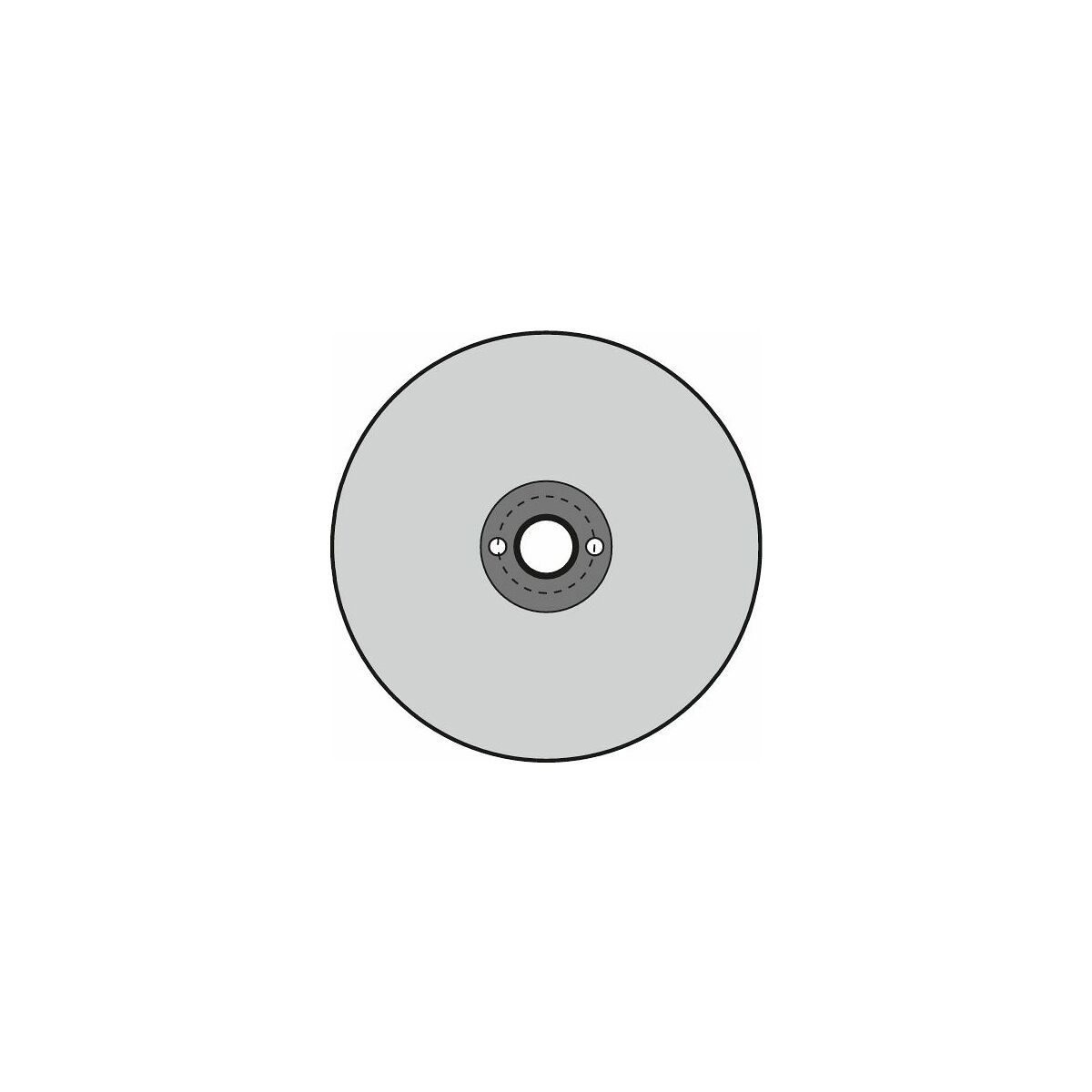
| ⌀ | 225 mm | |
| Thickness | 2 mm | |
| Coating | uncoated | |
| Tool material | HSS | |
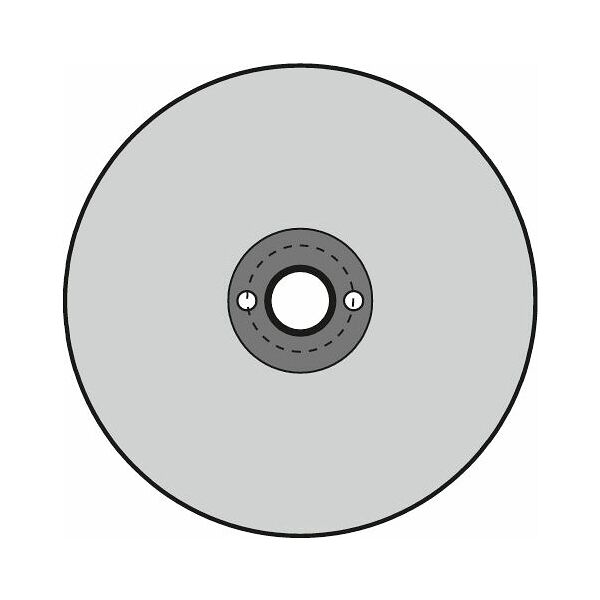
| Bore ⌀ | 32 mm | |
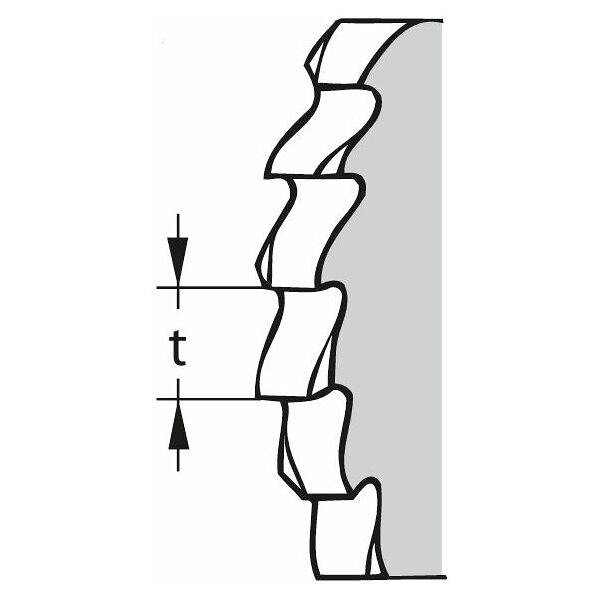
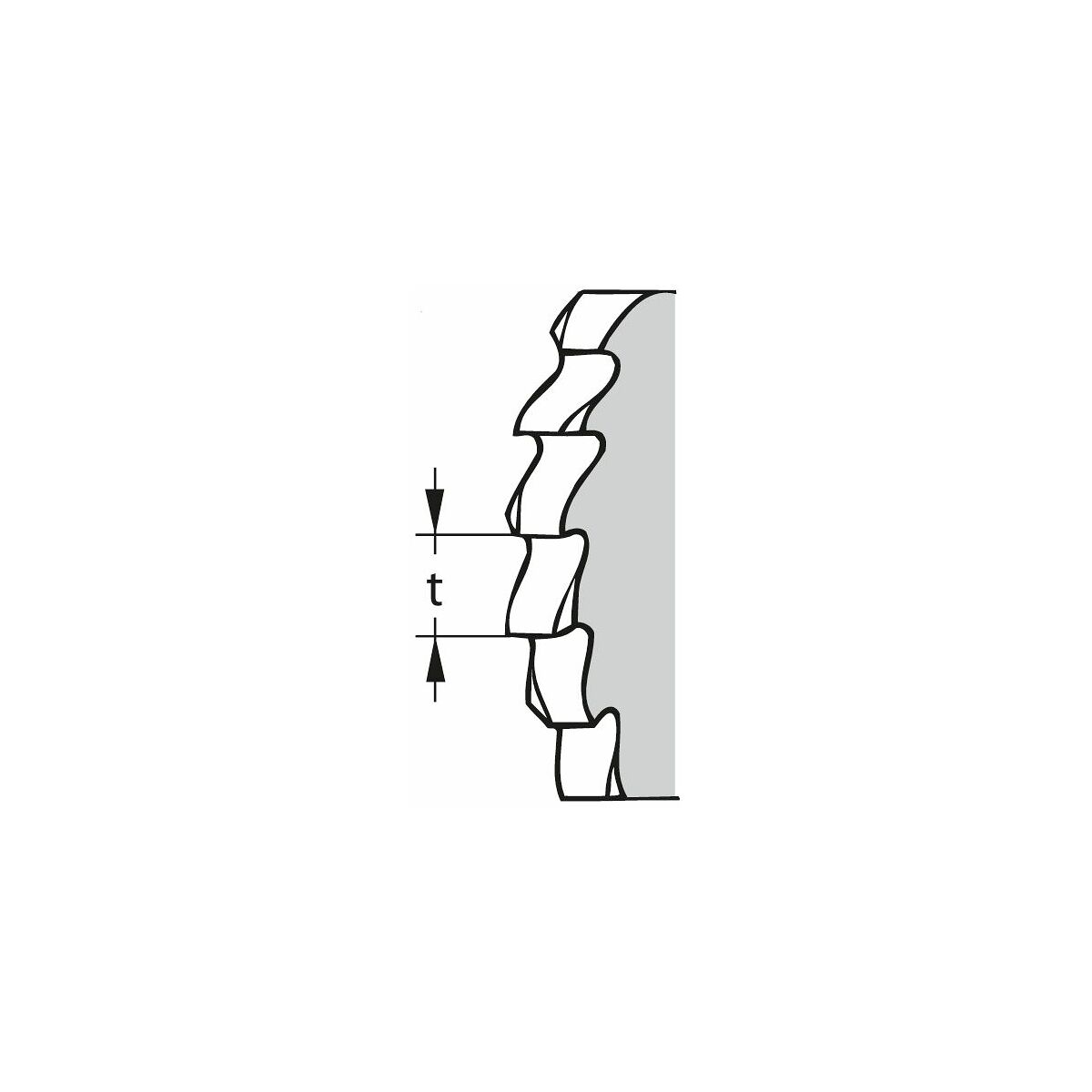
| No. of teeth Z | 180 | |
| Pitch t | 4 mm | |
| Number of drive holes | 2; 2; 4 | |
| Drive hole ⌀ | 8; 11; 9 mm | |
| Drive hole pitch circle | 45; 63; 50 mm | |
| suitable for saw makes | Eisele | |
| Suitable for material | Metal | |
| Through-coolant | no | |
| Type of product | Circular saw blade |
| Article number |
177055 225X2/K
Copy |
|
| EAN / GTIN |
4067263046523
Copy |
|
| Manufacturer number |
177055 225X2/K
Copy |
|
| Manufacturer/responsible person | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Germany, www.hoffmann-group.com |










