Execuţie:
Cu
strat de acoperire DLC sp2 elaborat. Pentru
exigenţe maxime privind performanţa şi precizia în materiale din aluminiu. Toleranţele extrem de strânse asigură un maxim de precizie. Rectificare cu 2 teşituri dublu detalonate.
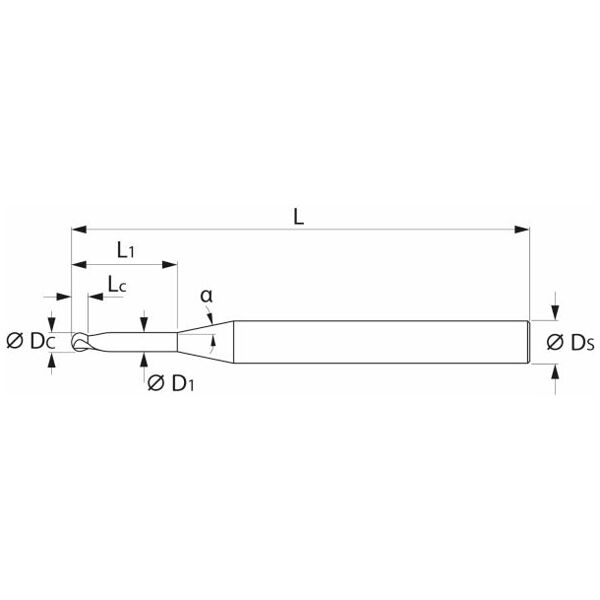
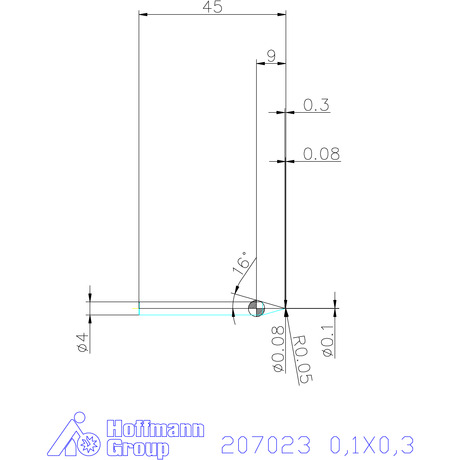
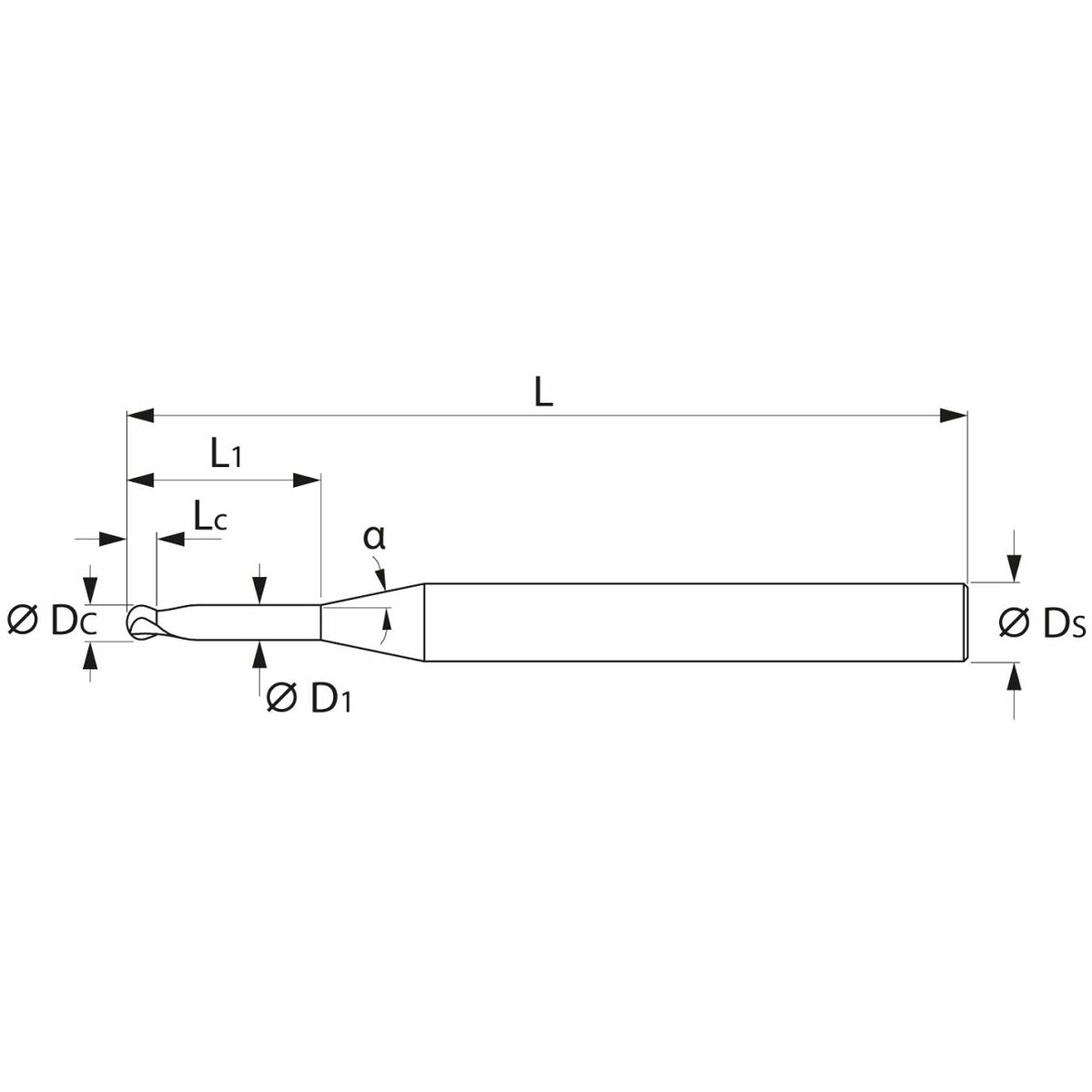
Unghiul de degajare α = 16°.
Toleranţe:
- Rază la colţ: Contur radial = 0 / -0,005mm.
- ⌀ de degajare: D1 = 0 / -0,01 mm.
Notă:
Dacă lungimea activă a sculei creşte, folosiţi reducerea ap!
Valori pentru:
Copiere: ap = 0,25×D×ap cor
La calcularea vitezei de avans vf vă rugăm să folosiţi turaţia aplicată real (de cele mai multe ori maximă) a maşinii!
De ex.: vf = 18000 [1/min] × fz [mm/dinte] × z