Utförande:
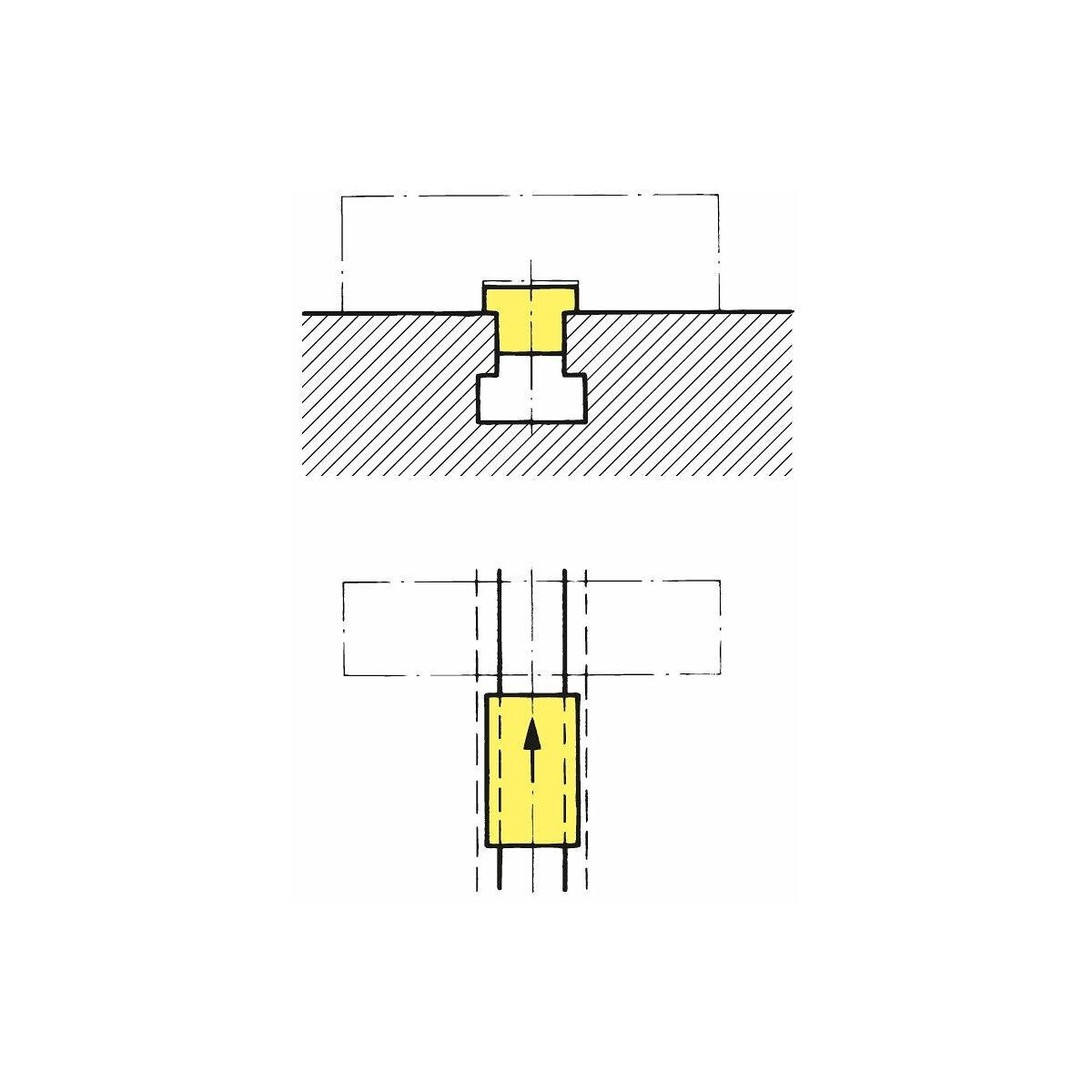
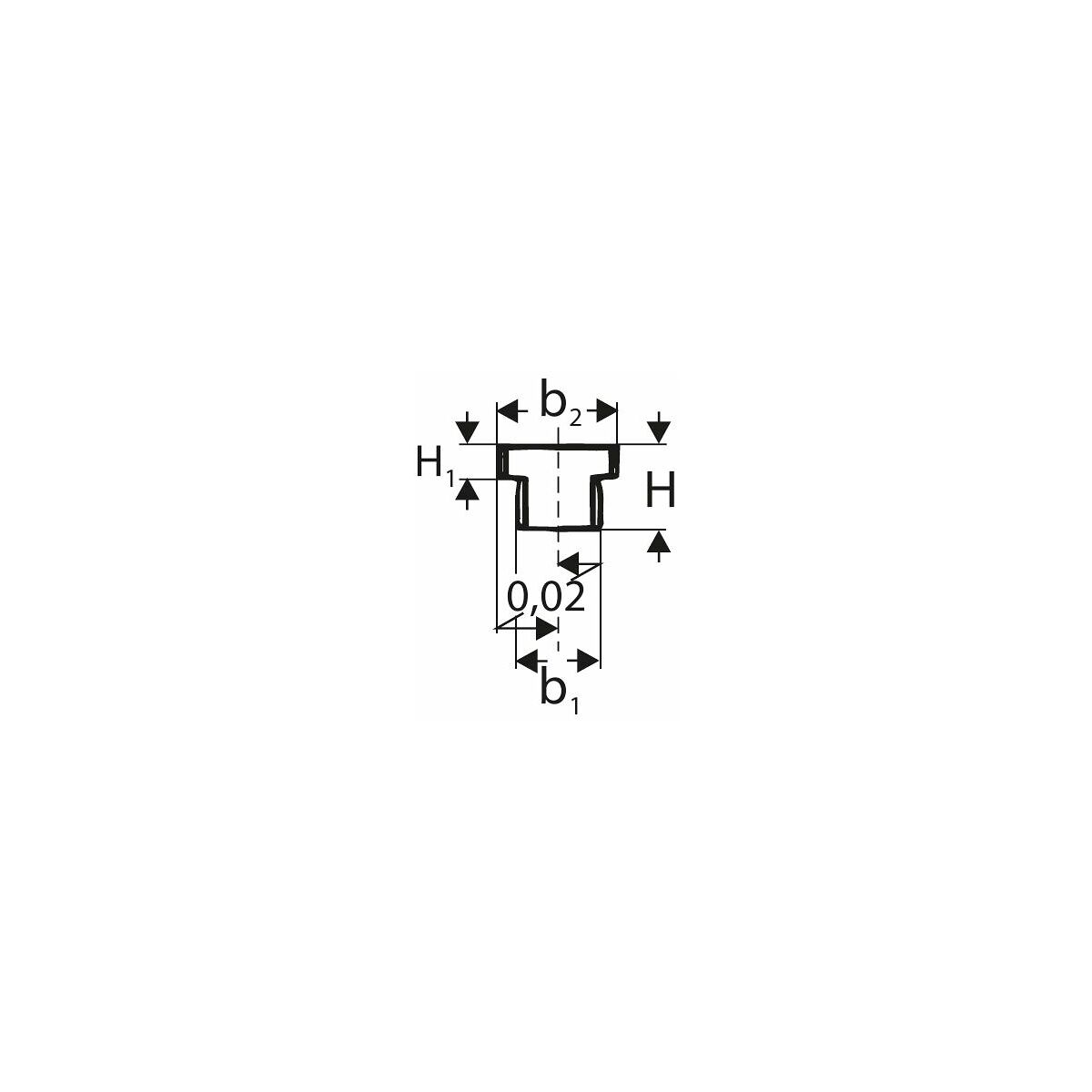
Noggrann övergångsslipning som ger korta uppriktningstider för utrustning, maskinskruvstycken och apparatdelar som måste riktas upp parallellt med bordsspåren på verktygsmaskiner. Ingen mätklocka behövs.
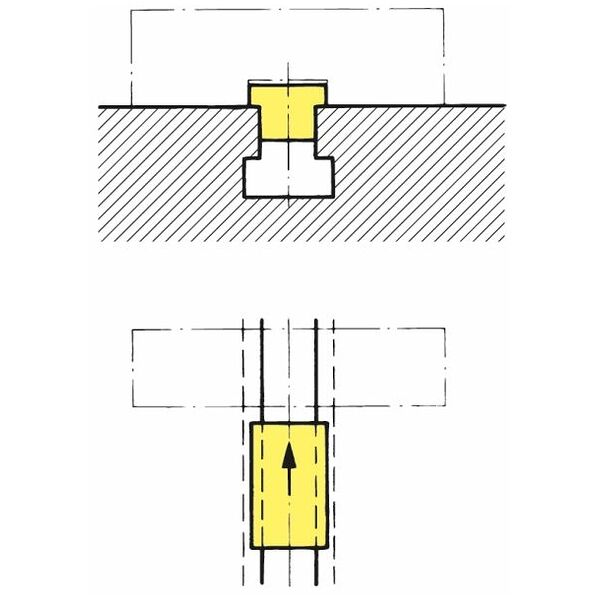
Användningsdata:
De lösa spårklackarna skjuts in från sidan i spåren efter grovuppriktning av utrustningen. Vid transport av utrustningen finns då inga nedåt utskjutande spårklackar som stör och maskinbordet kan inte skadas. Det räcker med 2 klackar per maskin, eller 4 vid dubbeluppspänning.
Norm:
DIN 6323
Material:
Stål C 15, sätthärdat.