Version:
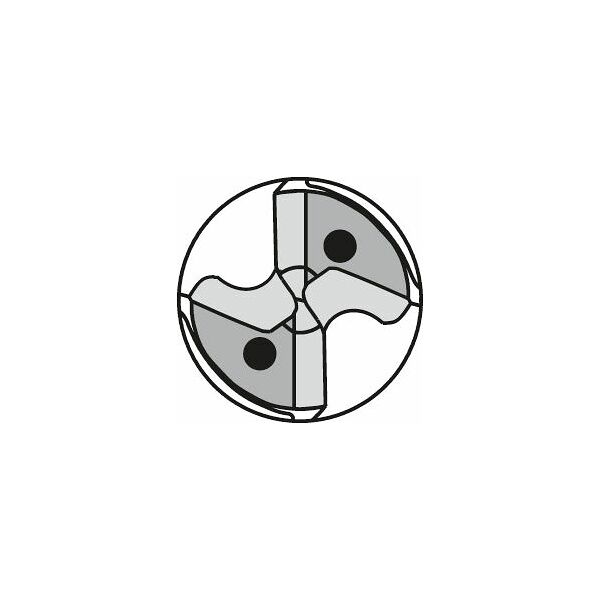
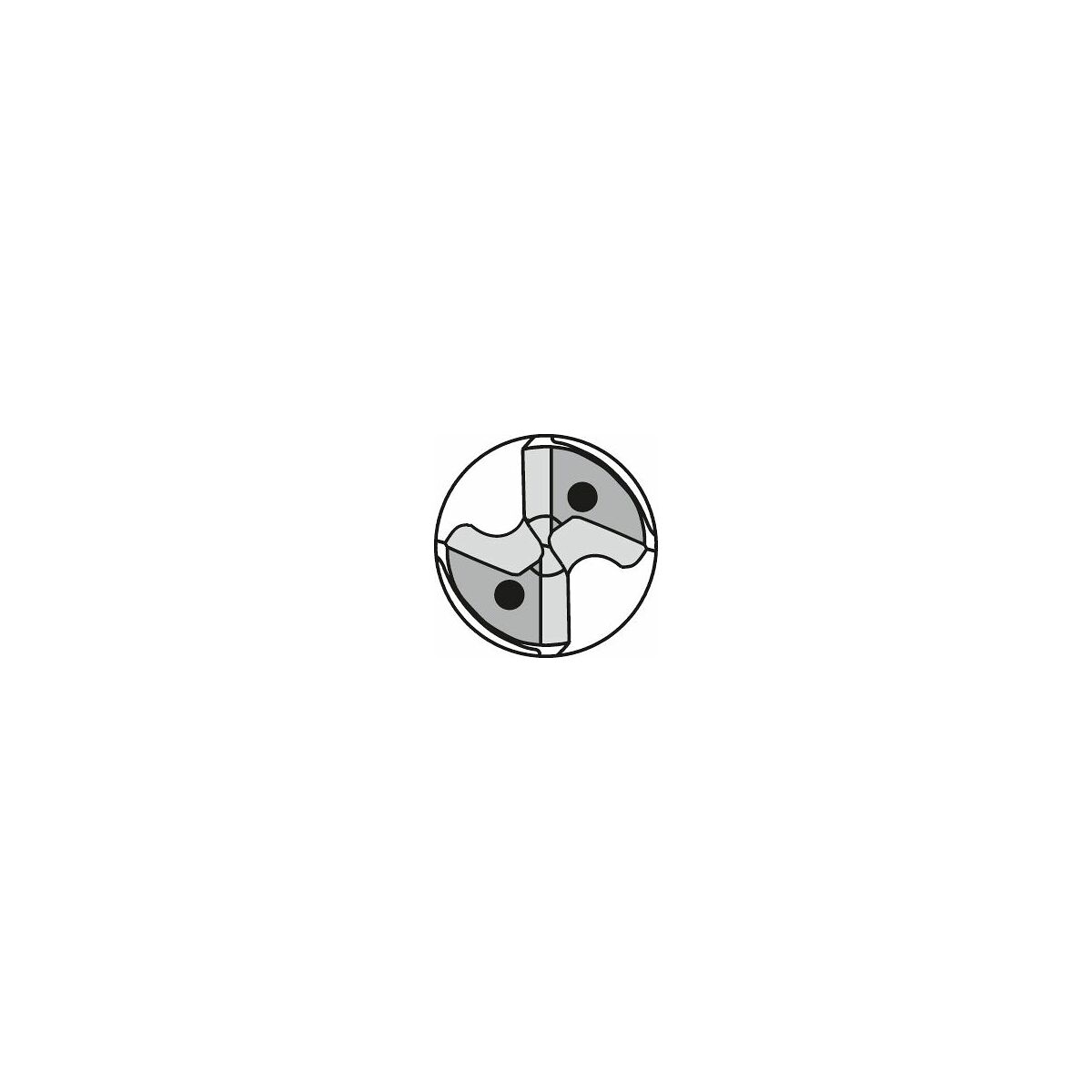
Special point geometry for generating 180° flat-bottomed holes. Low radial forces even when spot drilling on faces with up to 45° slope. Flute geometry for optimum chip evacuation. With 4 guide chamfers to stabilise the drill in the hole.
Advantage:
The 180° point angle permits drilling and counterboring in a single operation.
Recommendation:
When using the solid carbide 180° drill it is absolutely essential for process reliability:
- when spot drilling on flat surfaces to drill a pilot hole 1×D using pilot drill No. 122736.
- when spot drilling on sloping surfaces up to 15° : reduce the feed rate f to 50 %, up to 30°: reduce the feed rate f to 40 % and up to 45°: reduce the feed rate f to 25 % of the stated value. After spot drilling, the normal feed rate value can be used.
Note:
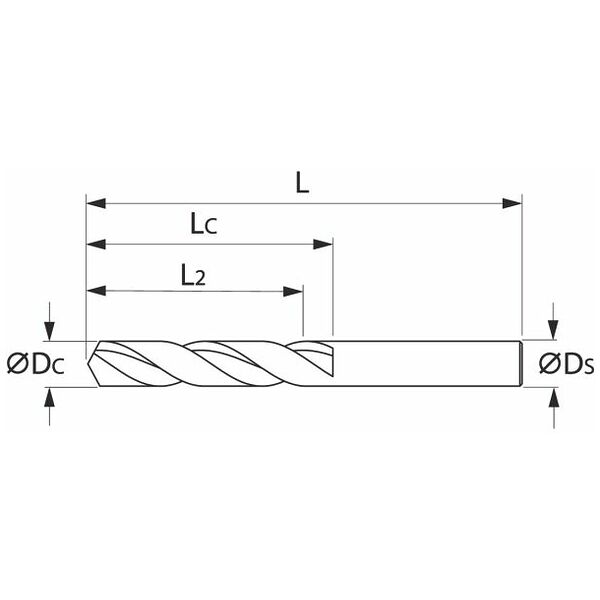
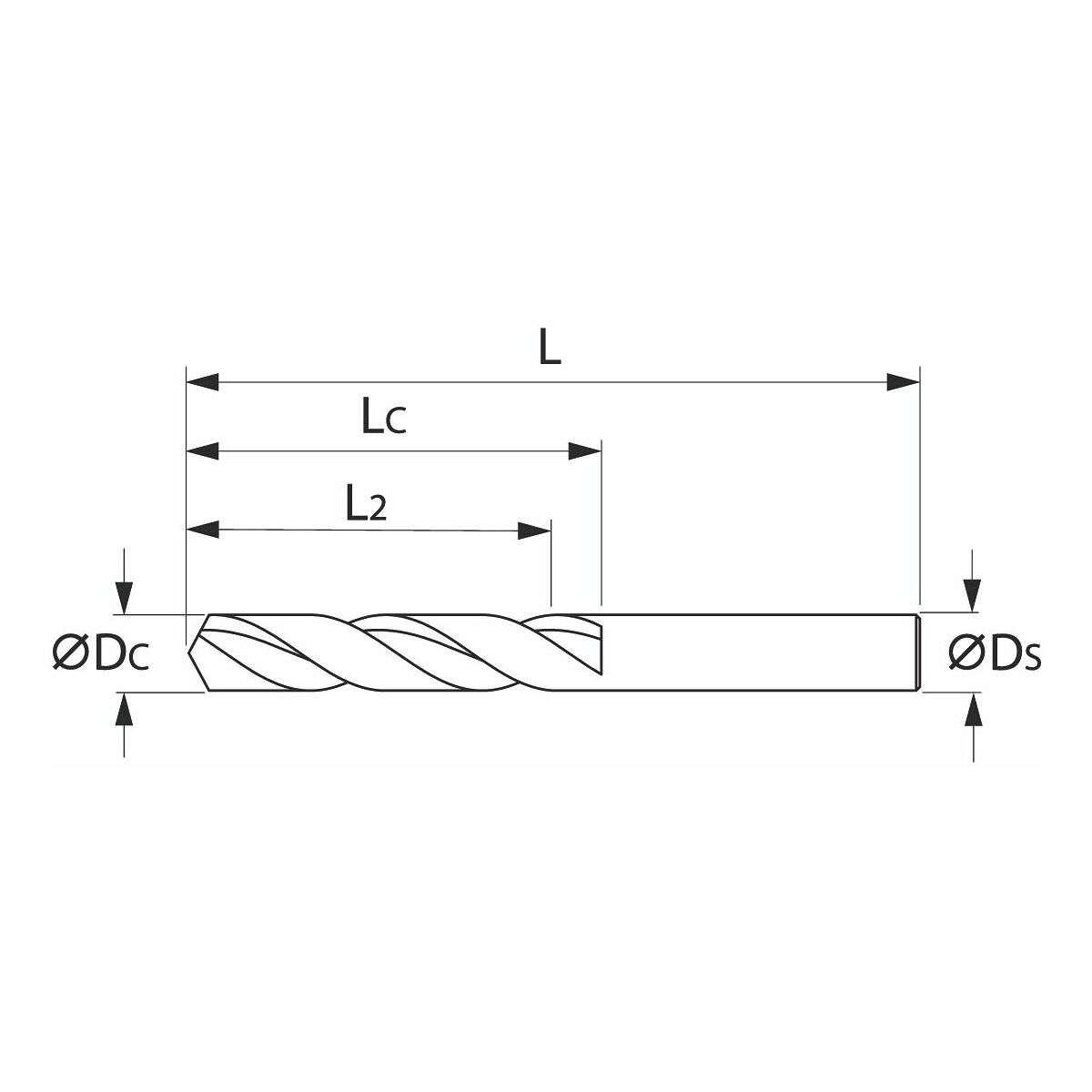
Flute length L
C = L
2 + 1.5 × D
C.
Form HB and HE supplied at the same price as HA.
Form
HB: order with
No. 122506 + 129100HB .
Form
HE: order with
No. 122506 + 129100HE.
180° solid carbide drills for machining aluminium available on request.
Not suitable for generating counterbores for socket-head screws to DIN974-1.