









{{ name }}
Cikkszám {{ combinedCodeWithHighlight }}
Cikkszám:
Legyen szó esztergálásról, fúrásról vagy marásról – a forgácsolási gyártási módszerek széles körben elterjedtek, és gyakran megtalálhatók a fémfeldolgozó iparban. Egyik előnyük, hogy nagyon szűk méret- és formatűrést biztosítanak. Lehetővé teszik az ügyfelek számára, hogy szinte bármilyen geometriai alakzatot készítsenek, emellett nagymértékben automatizáltak is, így ideálisak sorozatgyártási környezetekhez.
A forgácsolási zónában végzett megmunkálási munkák során rendkívül magas hőmérsékletek keletkeznek, így a levegő/olaj keverékek hűtést és kenést is biztosítanak, valamint elősegítik a forgácsok elszállítását. A hagyományos nedves forgácsolási alkalmazásoknál a hűtő kenőanyag áramlik a szerszámok körül. Ez gyakran kimossa az olajait is, ami súlyosbítja a gépvezetők kopását. A hűtőkenőanyagok is sok karbantartást igényelnek, az ellenőrzések, az ártalmatlanítás és a feltöltés újabb felmerülő költségeket generál.
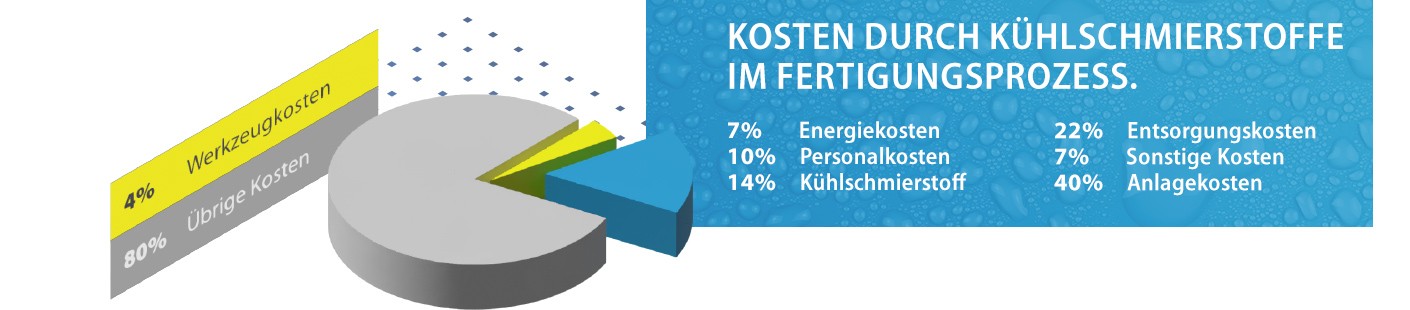
Míg az emberek már egy ideje keresik a módját a hűtőkenőanyag-használat csökkentésének, a jelenlegi energiaválság valóban előtérbe helyezte a kérdést. Hiszen a gyártási folyamatokban a hűtőkenőanyag átlagos költsége 8 és 16 százalék között mozog! A hűtési kenőanyag pontos költsége természetesen nagymértékben függ az alkalmazott forgácsolási módszertől és más, a gyártásra jellemző tényezőktől, például a szerszámgépek méretétől. Ennek ellenére jelentős költségmegtakarítás érhető el itt, amit nem szabad figyelmen kívül hagyni.
A száraz forgácsolás és a minimális mennyiségű kenés (MQL) a nedves megmunkálás alternatívái, és várhatóan sokan ismerik ezeket. Az MQL fő előnye az olyan erőforrások költségeinek megtakarítása, mint az olaj, a víz és az energia. Ha nem kell olyan gyakran megsemmisíteni és feltölteni az ilyen készleteket, akkor nem kell annyiszor megszakítani a termelést. Sőt, a teljes fúvókás hűtés megszüntetése a fémvágás során általában a szerszám vágóélén fellépő hősokkot is kiküszöböli. Ez viszont lehetővé teszi a szuperkemény szerszámanyagok használatát, ami sokkal magasabb forgácsolási adatok és hosszabb szerszámélettartam előtt nyitja meg az ajtót.
Azonban alaposan meg kell fontolnia, hogy van-e értelme MQL vagy száraz forgácsolásra váltani. Ez nem mindig egyszerű folyamat, és nagy beruházásokat igényelhet, amelyeket először meg kell téríteni. Ez az áttekintés mindenkinek szól, aki többet szeretne megtudni az MQL és a száraz forgácsolás lehetőségeiről és korlátairól. Mindig javasoljuk, hogy kérjen tanácsot szállítójától, hogy felmérhesse sajátos körülményeit.
A minimális mennyiségű kenésnek nincs szabványosított meghatározása. A hagyományos kenéssel ellentétben a minimális mennyiségű kenés csak néhány csepp kenőanyagot használ a forgácsolás során. Egy speciális adagolási technika biztosítja, hogy a nyomott közeg közvetlenül a szerszám vágóélének aktív pontjára kerüljön. A gyakorlati tapasztalatok azt mutatják, hogy az MQL átlagosan nem használ 50 ml-nél több kenőanyagot munkaóránként és szerszámonként.
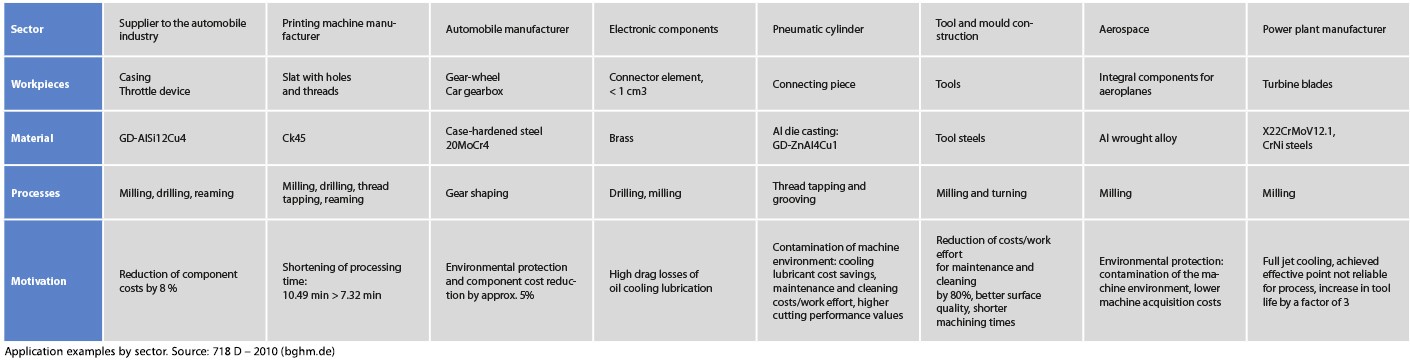
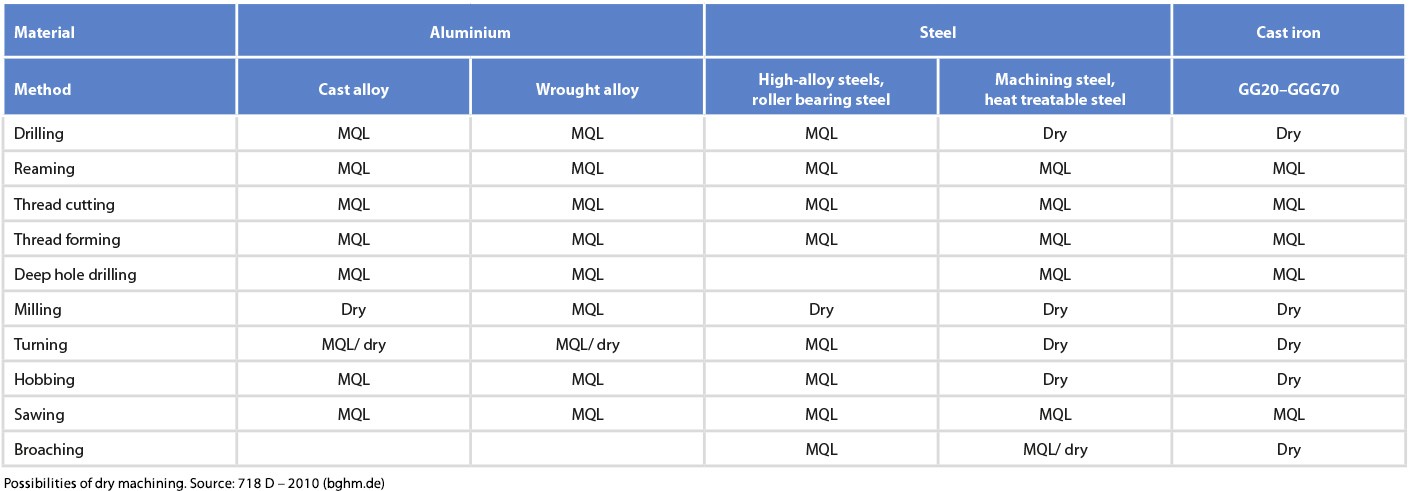
A „minimális mennyiségű kenés” és a „száraz forgácsolás” fogalma nem mindig különbözik egyértelműen egymástól. Valójában az MQL-t gyakran „kvázi száraz forgácsolásnak” is nevezik. Ennek az az oka, hogy a „száraz forgácsolás” kifejezés több évvel a minimális mennyiségű kenés bevezetése előtt meghonosodott. Általánosságban elmondható, hogy a gyártási folyamat során száraz forgácsokra, szerszámokra és alkatrészekre vonatkozik. A kulcsfontosságú tényező itt a „száraz” kifejezés meghatározása. Egy forgács akkor tekinthető „száraznak”, ha a hűtőkenőanyag százalékos aránya a forgácson kevesebb, mint 2 tömegszázalék. A gyakorlatban ez azt jelenti, hogy óránként 80 ml hűtőkenőanyag használható fel „száraz” forgácsok előállítására. Ennek eredményeként az MQL valójában a száraz forgácsolás alá esik. Ráadásul a „száraz forgácsolás” olyan módszereket is jelent, amelyek abszolút szárazak, azaz nem használnak semmilyen hűtőkenőanyagot. Ahol az alábbiakban a „száraz forgácsolás”-ra hivatkozunk, ott egy abszolút száraz módszerre gondolunk, amely nem használ semmilyen hűtő-kenőanyagot, ellenkező esetben a minimális mennyiségű kenést jelenti. Egy dolog világos: ha hatékony száraz forgácsolást szeretne biztosítani, ismernie kell a munkadarab, az anyag, a forgácsolási módszer, a szerszám, a forgácsolási feltételek és a szerszámgép egymásra gyakorolt hatását. Az alábbi táblázat összefoglalja, hol honosodott meg a száraz forgácsolás és a minimális mennyiségű kenés. Nem helyettesíti a helyszíni konzultációt, amely megvizsgálja az Ön konkrét körülményeit.
A vállalatok felteszik majd maguknak a kérdést: „Mennyire nehéz átállni az MQL-re?” és „Mikor van értelme ennek?”. Sajnos itt nincs mindenkire érvényes válasz. A gépeken és szerszámokon az MQL használatához szükséges változtatások nagymértékben változnak a vállalat sajátos gyártási körülményeitől függően. Például az olyan szerszámgépek, mint a kör- és szalagfűrészek, nagyon könnyen utólag beszerelhetők az MQL-hez. Ez azonban nem igaz a nagy teljesítményű vágás esetében – ha optimalizálni szeretné ezeket a munkafolyamatokat az MQL számára, akkor speciálisan tervezett gépekre és megfelelő szerszámokra lesz szüksége. A döntő tényező a kenőanyag adagolása.
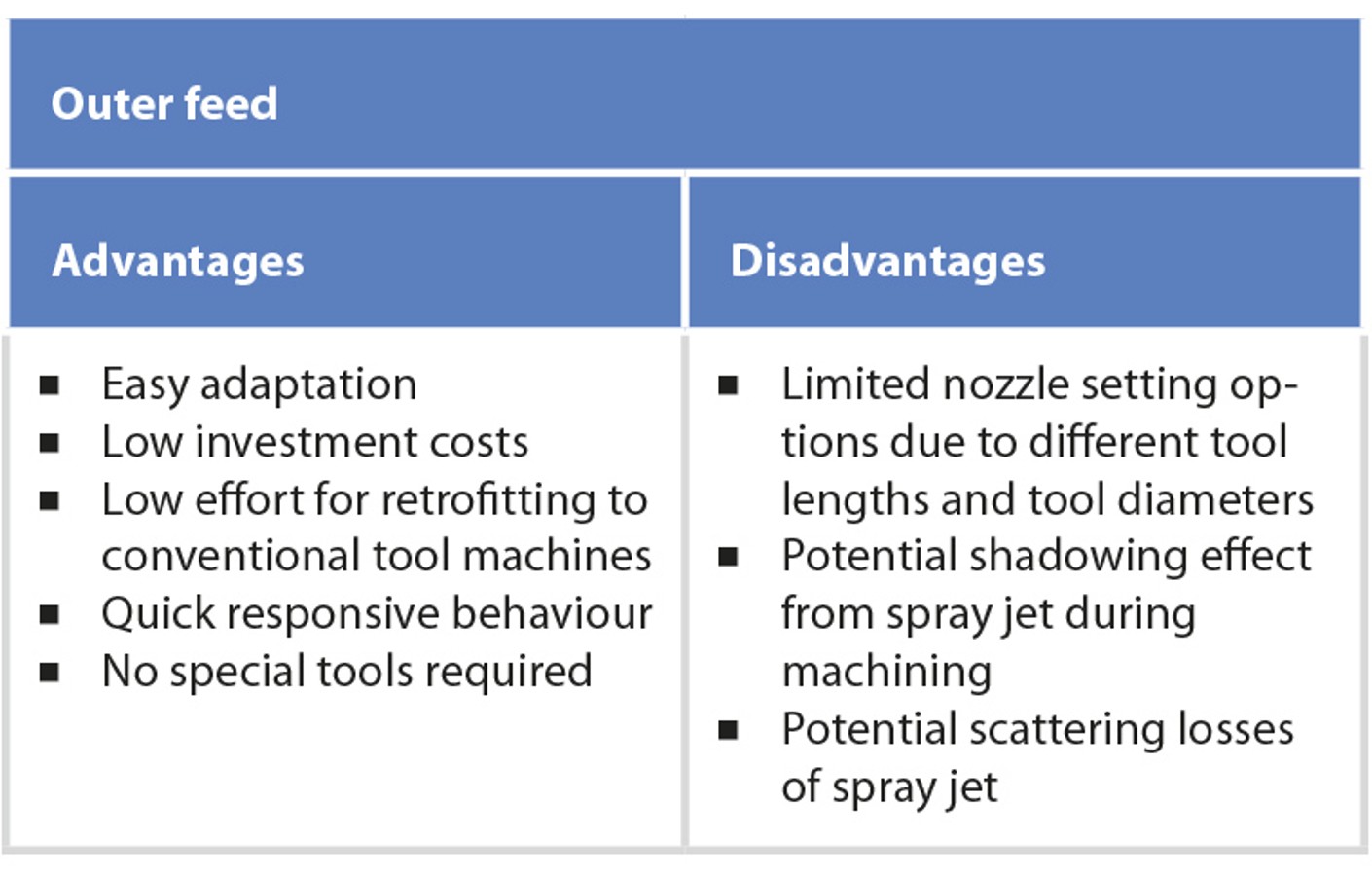
Külső előtolás használata esetén a minimális mennyiségű kenőanyagot a szerszám vágóélének aktív pontjára a szerszámgép forgácsolási terében elhelyezett fúvóka adagolja. A külső előtolás alkalmas szerszámgépek utólagos felszerelésére és olyan szabványos eljárásokhoz, mint a fűrészelés, fúrás, marás és esztergálás. Az ehhez szükséges szórófejek nagyon egyszerűen rögzíthetők az orsó orrára.
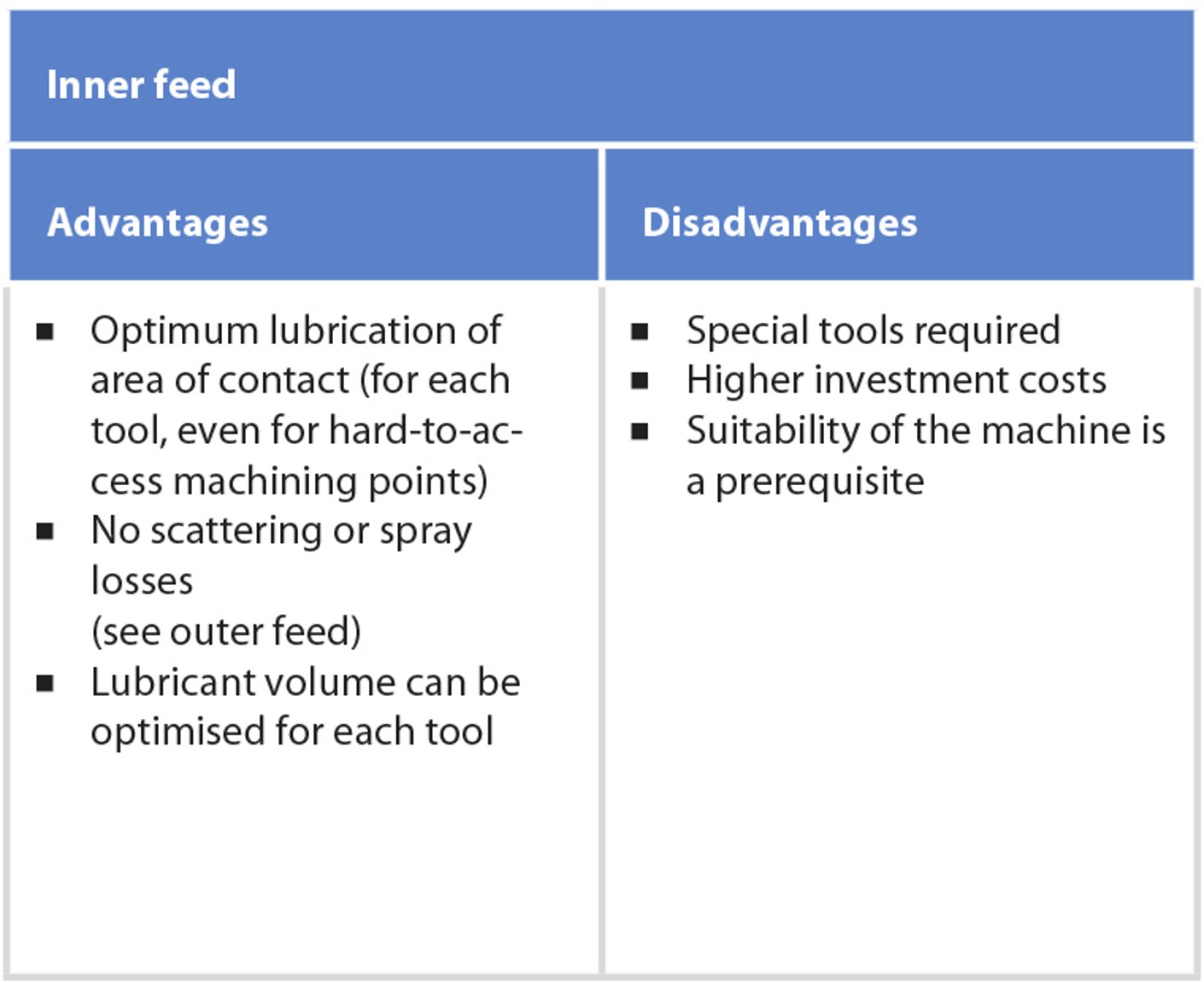
A belső előtolás bonyolultabb, mivel egy munkaorsón keresztül közvetlenül a vágóélhez kerül. Kihívást jelentő folyamatokhoz használatos, mivel lehetővé teszi az aeroszol különösen pontos adagolását – a szerszámon keresztül, közvetlenül a szerszám vágóélének aktív pontjához. Az aktív hatóanyagot folyamatosan adagoljuk a forgácsolási folyamat során, ami nagyon mély furatokat és nagyon nagy vágási sebességet tesz lehetővé. A gépeinek erre a rendszerre való átalakítása azonban magas költségekkel járhat, ezért elengedhetetlen, hogy az Ön körülményeihez szabott szakértői tanácsot kérjen.
A hűtőkenőanyag használatának csökkentése különféle módokon pénzt takarít meg. Természetesen ezek a megtakarítások nagyban függenek az alkalmazott gyártási paraméterektől is.
Az MQL előnyei nem mindig haladják meg a hátrányokat. Mint korábban említettük, ez nagymértékben függ a cég sajátos körülményeitől, ezért az ügyfeleknek személyre szabott tanácsokat kell kérniük. Azonban tisztában kell lenniük a következő hátrányokkal:
Mivel a minimális mennyiségű kenést alkalmazó forgácsolási folyamatok rendkívül kis mennyiségű kenőanyaggal működnek, kulcsfontosságú a folyamatos betáplálás a szerszám vágóélének aktív pontjához. A nedves forgácsoláshoz használt hagyományos szerszámok gyorsan elérik e tekintetben képességeik határát. Itt személyre szabott szerszámokra és a szükséges szakértelemre van szükség, különösen a vágási sebesség növekedésével.
*Megjegyzés a forrásból: 718 D (bghm.de): a gyakorlatban a minimális mennyiségű kenést alkalmazó fémvágási módszerek alacsony kibocsátású módszereknek minősülnek. Ez a tendencia azokon a teszteken is megfigyelhető, amelyeket minimális mennyiségű kenéssel rendelkező munkaállomásokon végeztek egy speciális mérési sorozat részeként. Ezek a tesztek a termelési osztályokon használt szerszámgépeken mérték a kitettséget (por, hűtő kenőanyag aeroszolok és gőzök). Az adatokat a személyzet által viselt mérőórákból, valamint a vezérlőpulton és a gép belsejében végzett stacioner mérésekből szereztük be (lásd 40. és 41. kép). Bomlási és pirolízistermékek, például formaldehid, csak nyomokban fordult elő egyedi esetekben. A mért porkoncentráció is jóval a „belélegezhető frakció” (OEL: 3 mg/m3 levegő) és a „belélegezhető frakció” (10 mg/m3 levegő) megengedett foglalkozási expozíciós határértéke (OEL) alatt volt. A következő referenciamérés megerősítette azt a tendenciát, hogy a minimális mennyiségű kenés sokkal alacsonyabb károsanyag-kibocsátást eredményez, mint a nedves megmunkálás. A gyártási osztályokon a szerszámgépeken minimális mennyiségű kenést alkalmazó anyagok megmunkálásakor a hűtő-kenőanyag-gőzöket és az aeroszolokat az expozíció mértékét meghatározó tényezőkként azonosították. Valamennyi mérés megállapította, hogy a hűtőkenőanyagokra vonatkozóan a korábban érvényes levegő határértéket betartották (korábbi határérték: 10 mg/m3 levegő; a technika korszerűsége). A munkaterületeken mért koncentrációk olyan alacsonyak voltak, hogy a mérési értékek több mint 95%-a jóval a határérték fele alatt volt.