Version:
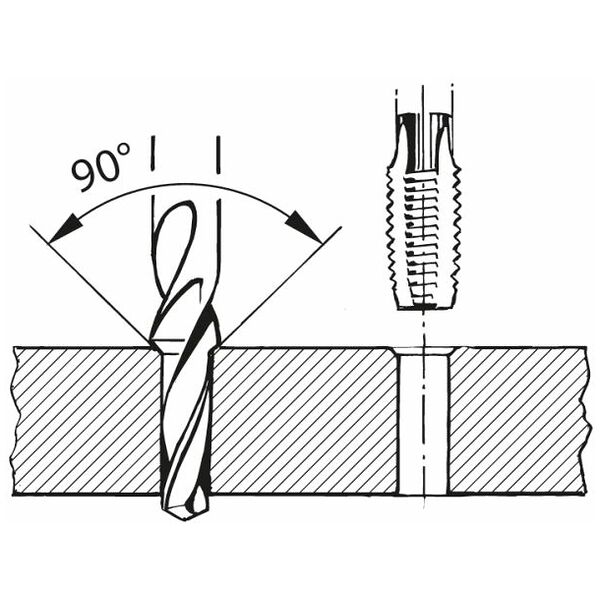
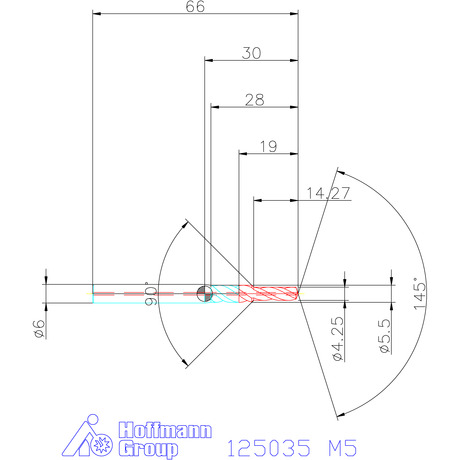
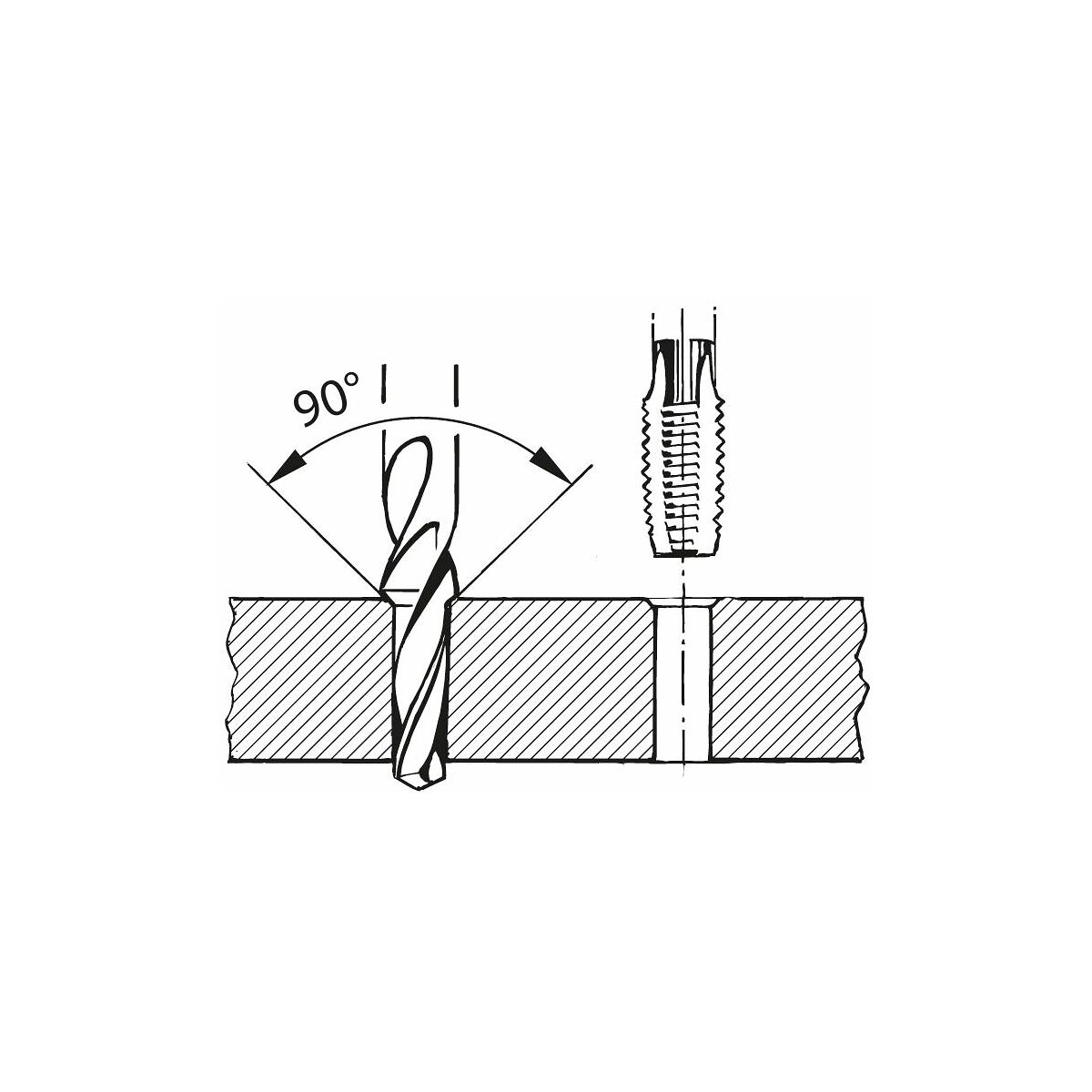
For generation of optimum tapping holes. Creates ideal machining conditions for the subsequent tapping tool. The cutter ⌀ of the drill is matched to the thread that is to be produced, in order to achieve a threads true to gauge and for high process reliability of the tapping process. The 90° countersink for the thread is produced in the same operation as drilling the tapping hole.
3-flute drill, specially developed for use at very high feed rates. Outstandingly suitable for machines with high installed power and stable machining conditions.
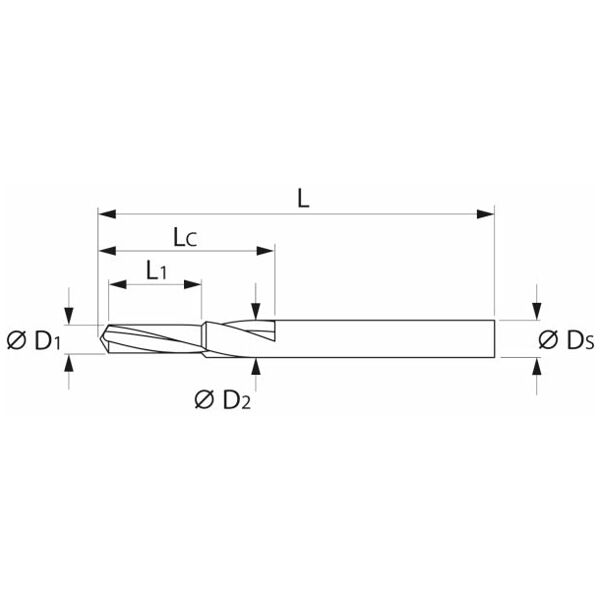
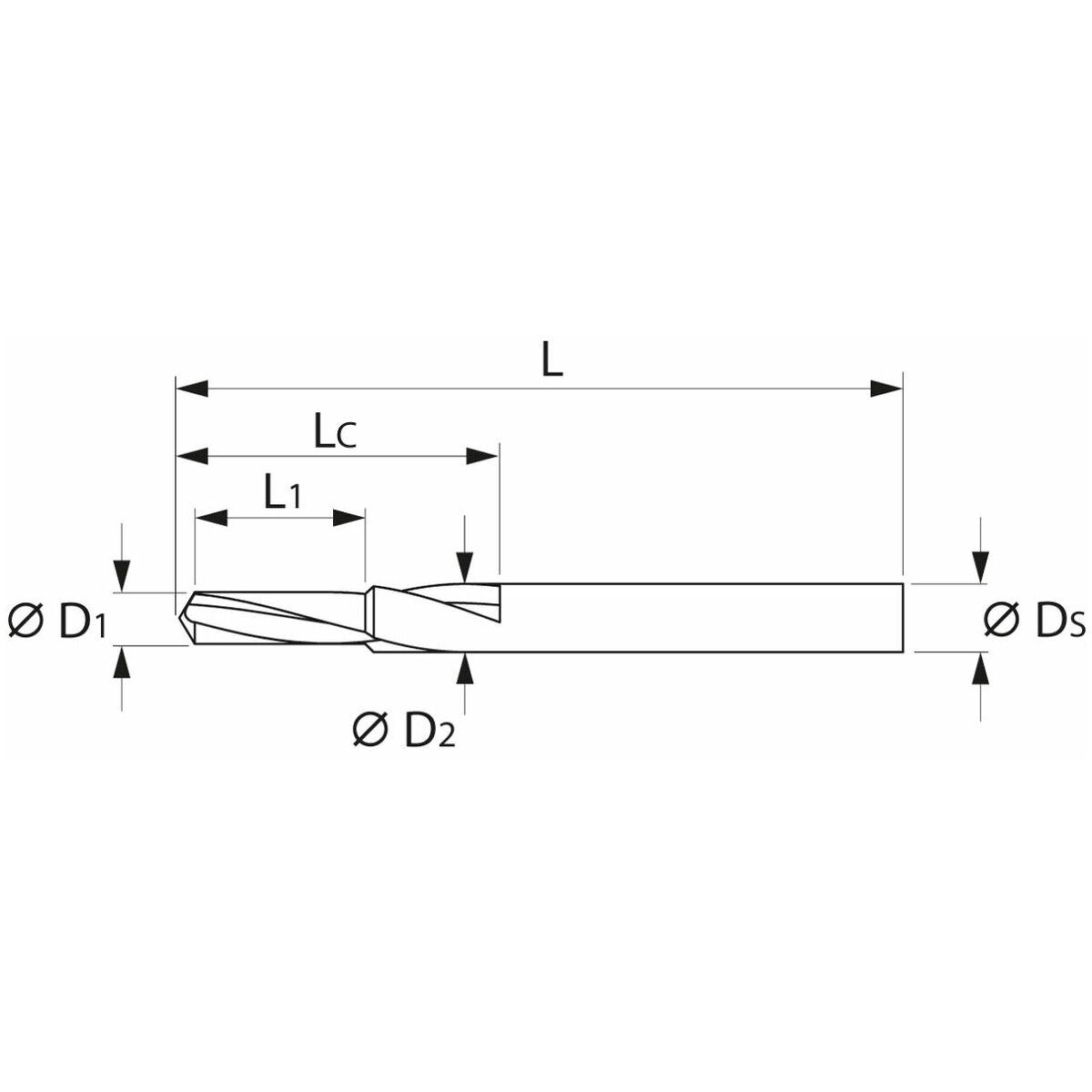
Drill tolerance (⌀ D1): m7.
First level tolerance (⌀ D2): h7.