Ejecución:
Con
recubrimiento de DLC perfeccionado sp2. Para
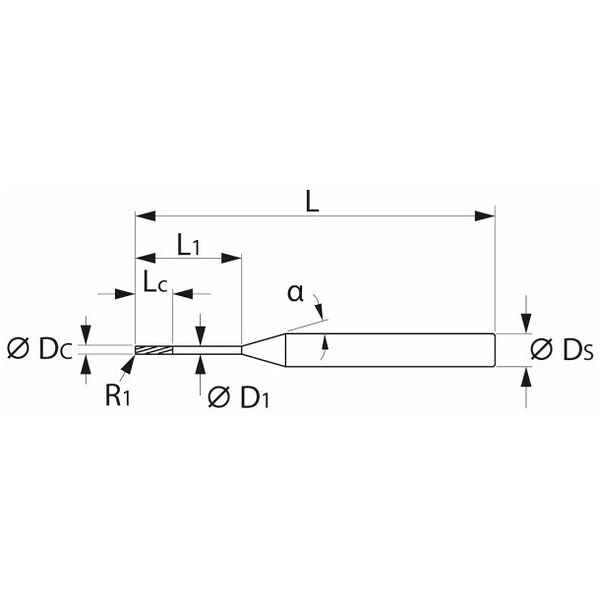
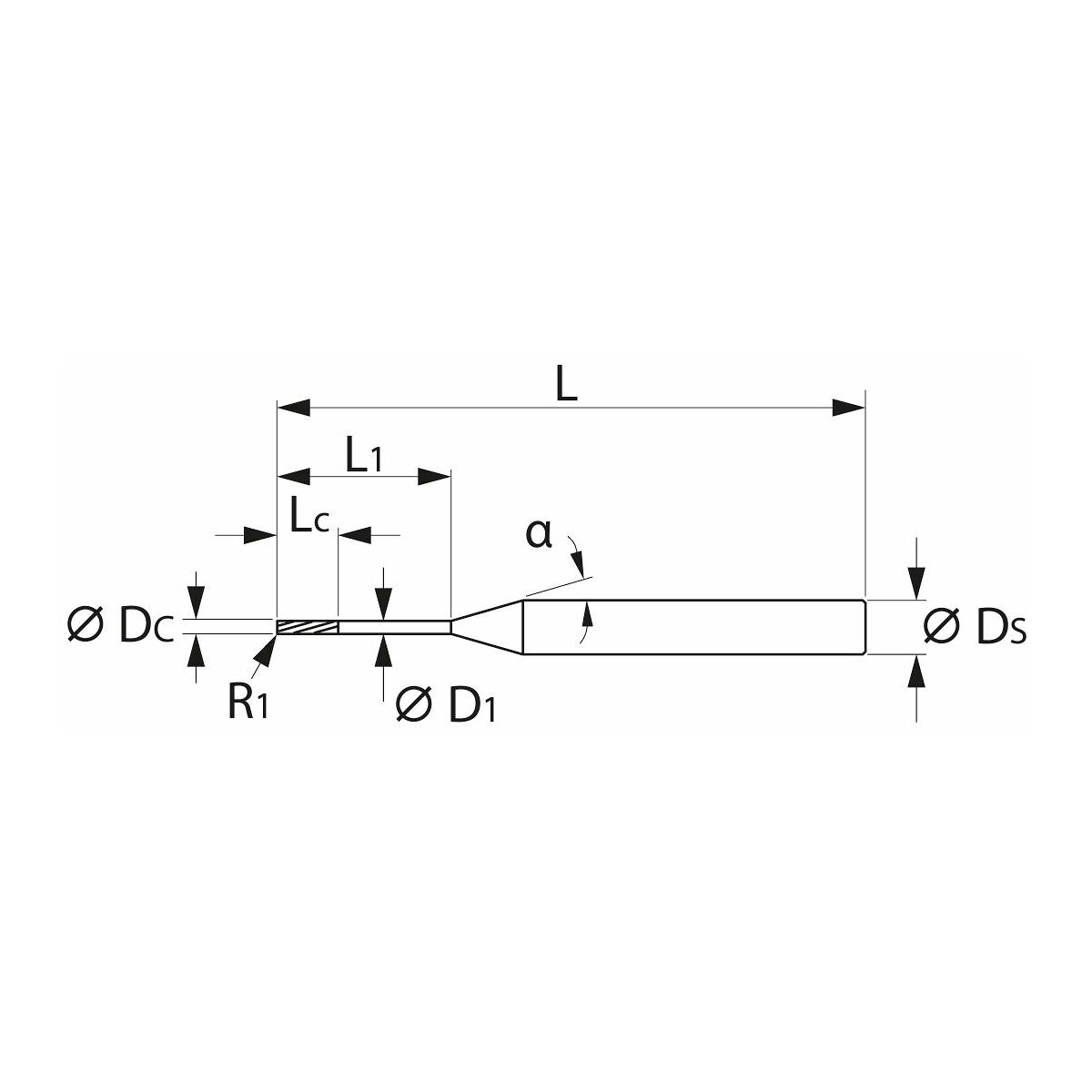
las máximas exigencias de rendimiento y precisión en materiales de aluminio. Las tolerancias extremadamente estrechas aseguran la máxima precisión. Vaciado de 2 chaflanes doblemente destalonado.
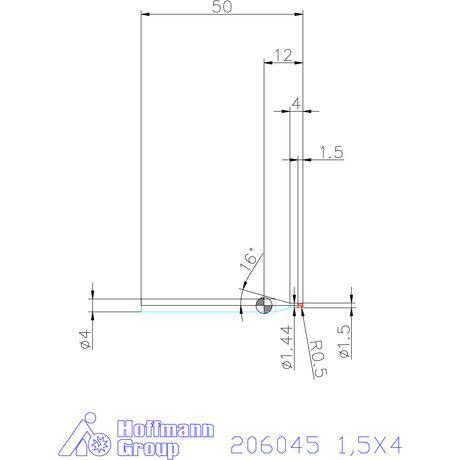
Ángulo de escalón α = 16°.Tolerancias:
- Radio de corte: R1 = ±0,0025 mm.
- ⌀ de cuello: D1 = 0 / -0,01 mm.
Nota:
¡Al aumentar la longitud de alcance de la herramienta, aplicar la reducción ap!
Valores para:
ranura completa: ap = 0,25 × D × ap corr
Contornear: ap = 0,50 × D × ap corr
Copiar: ap = 0,25 × D × ap corr
¡Para el cálculo de la velocidad de avance vf utilizar el número de revoluciones de la máquina utilizado efectivamente (generalmente, el máximo)!
p. ej.: vf = 18 000 [rpm] × fz [mm/Z] × z