Ausführung:
Gerade Hauptschneiden und ein spezielles Nutenprofil sorgen für eine gute Spanabfuhr. Die robuste Schneidengeometrie gewährleistet prozesssicheres Hochleistungsbohren. Umfangreiche Anwendungsmöglichkeiten in Stahlwerkstoffen durch eine Kombination aus zähen Ultrafeinkorn-Hartmetall und äußerst verschleißfester Beschichtung.
Hinweis:
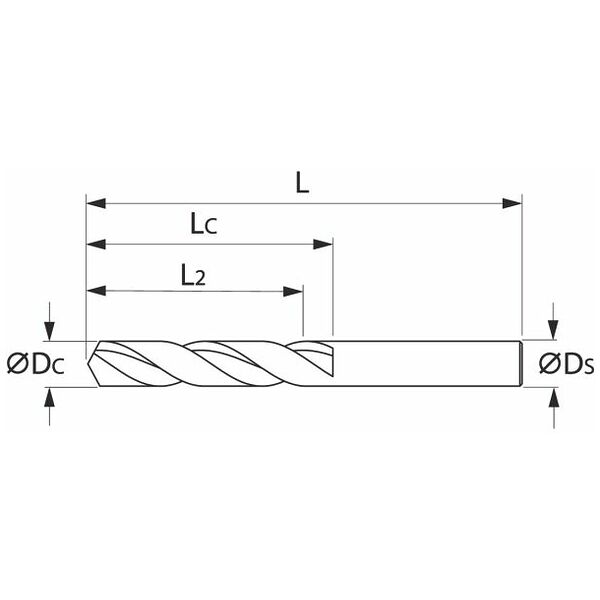
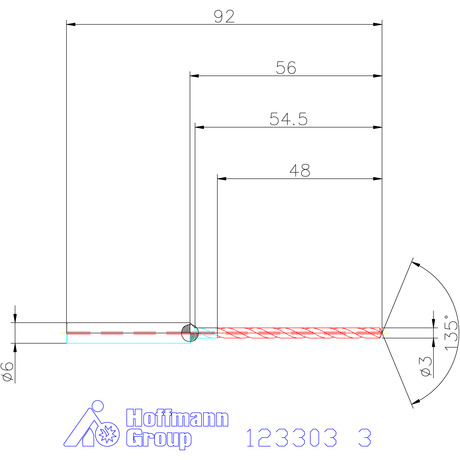
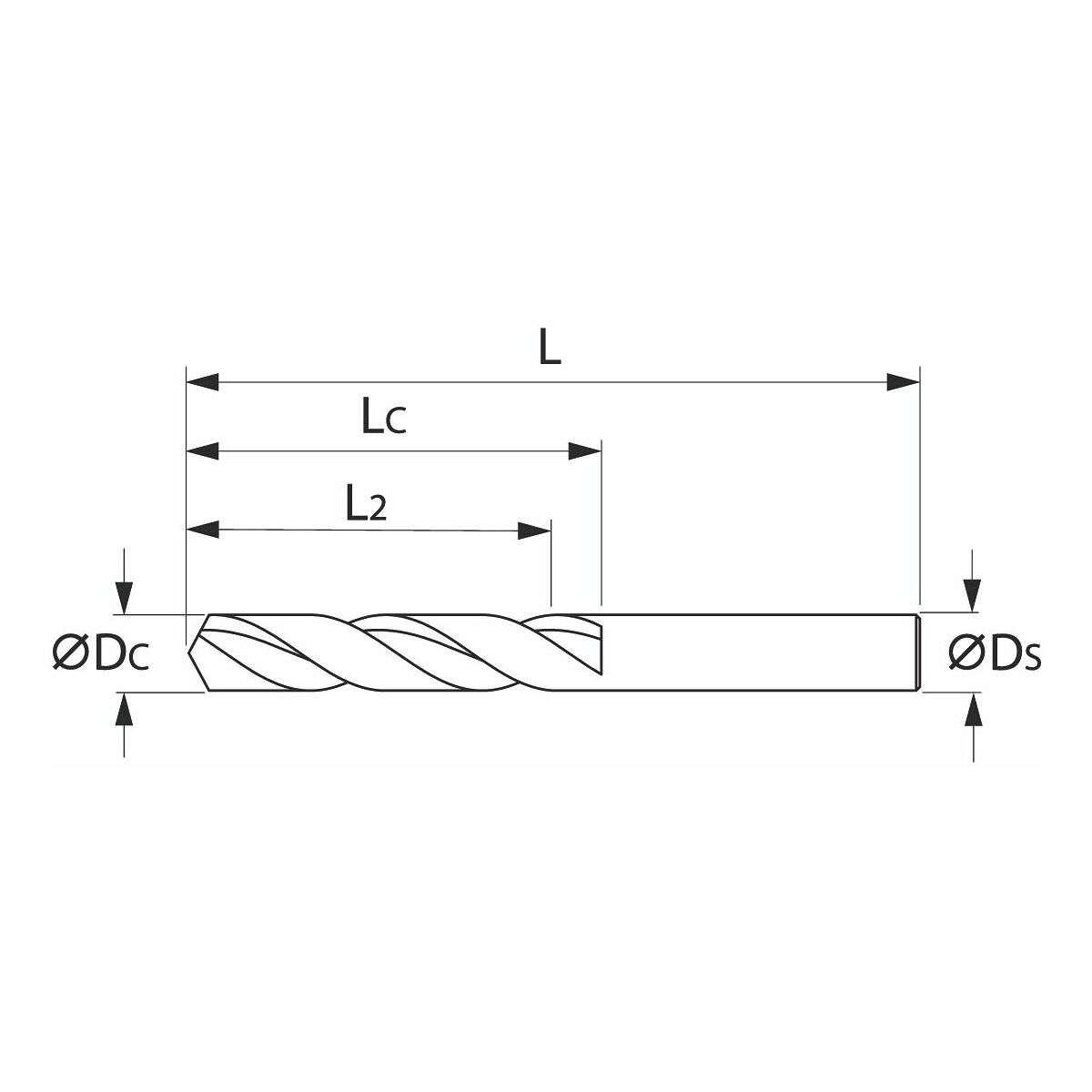
Spannutenlänge L
C = L
2 + 1,5 × D
C.
Zum prozesssicheren Einsatz der Bohrer 12×D ist eine vorherige Zentrierung mit NC-Anbohrer Nr.
121068 -
121130 oder HOLEX Pro Steel Nr.
122501 erforderlich.
Form HB und HE zum gleichen Preis wie HA lieferbar.
Form
HB: mit
Nr. 123304 bestellen.
Form
HE: mit
Nr. 123309 bestellen.