
{{ name }}
Codice art. {{ combinedCodeWithHighlight }}
Codice materiale:


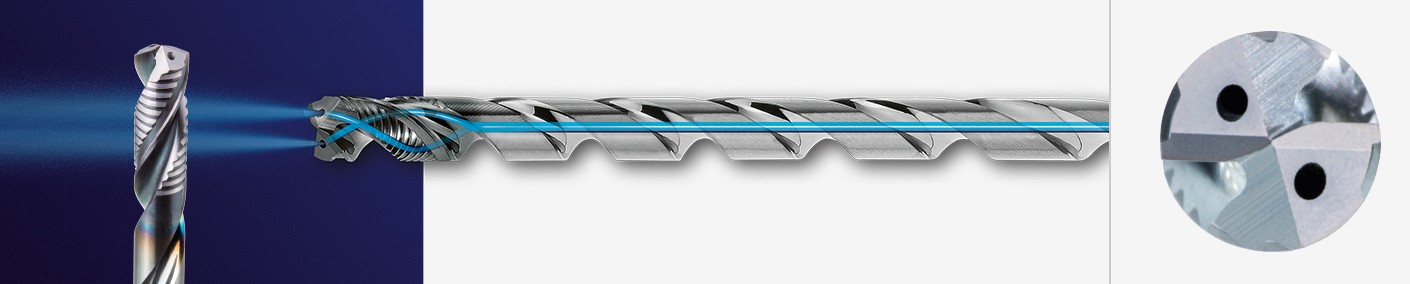
Indipendentemente da quale sia il fattore di costo principale per l’utilizzatore, Master Steel DEEP offre una serie di caratteristiche tecniche di spicco per gestire al meglio tutte le sfide della foratura profonda:
 Visualizza gli articoli
Visualizza gli articoliLa foratura profonda di solito parte da una profondità di lavorazione di 16×D. Le lavorazioni standard nel campo di diametro da 3 a 14 mm comprendono:
A seconda dell’attività di lavorazione è possibile effettuare una selezione in base ai diversidiametri nominali ottenibili, ai rapporti di lunghezza e diametro, alle tolleranze e alle qualitàsuperficiali e alla produttività richiesta.
Di norma nella foratura profonda vengono lavorati componenti costosi e di grandi dimensioni. Di conseguenza, anche i requisiti degli utensili necessari allo svolgimento di questo processo di produzione sono altrettanto elevati:
Effettuare una foratura a profondità elevate sottopone l’utensile a sollecitazioni particolarmente intense.I componenti costosi e complessi aumentano inoltre il grado di difficoltà e il rischio di lavorazione.Per questo motivo la foratura profonda può essere tranquillamente definita la „regina“ in fattodi asportazione truciolo.




GARANT Master Steel DEEP: confronto con la concorrenza Visualizza il video
Maggiori informazioni sulla foratura profonda GARANT fino a 50xD leggi di più