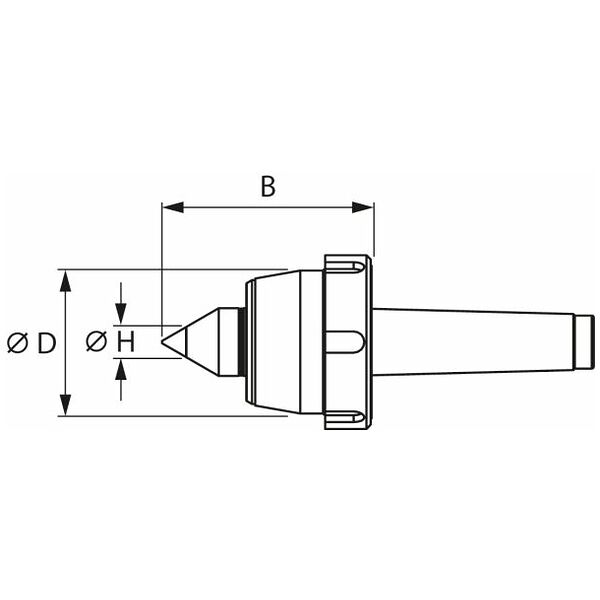
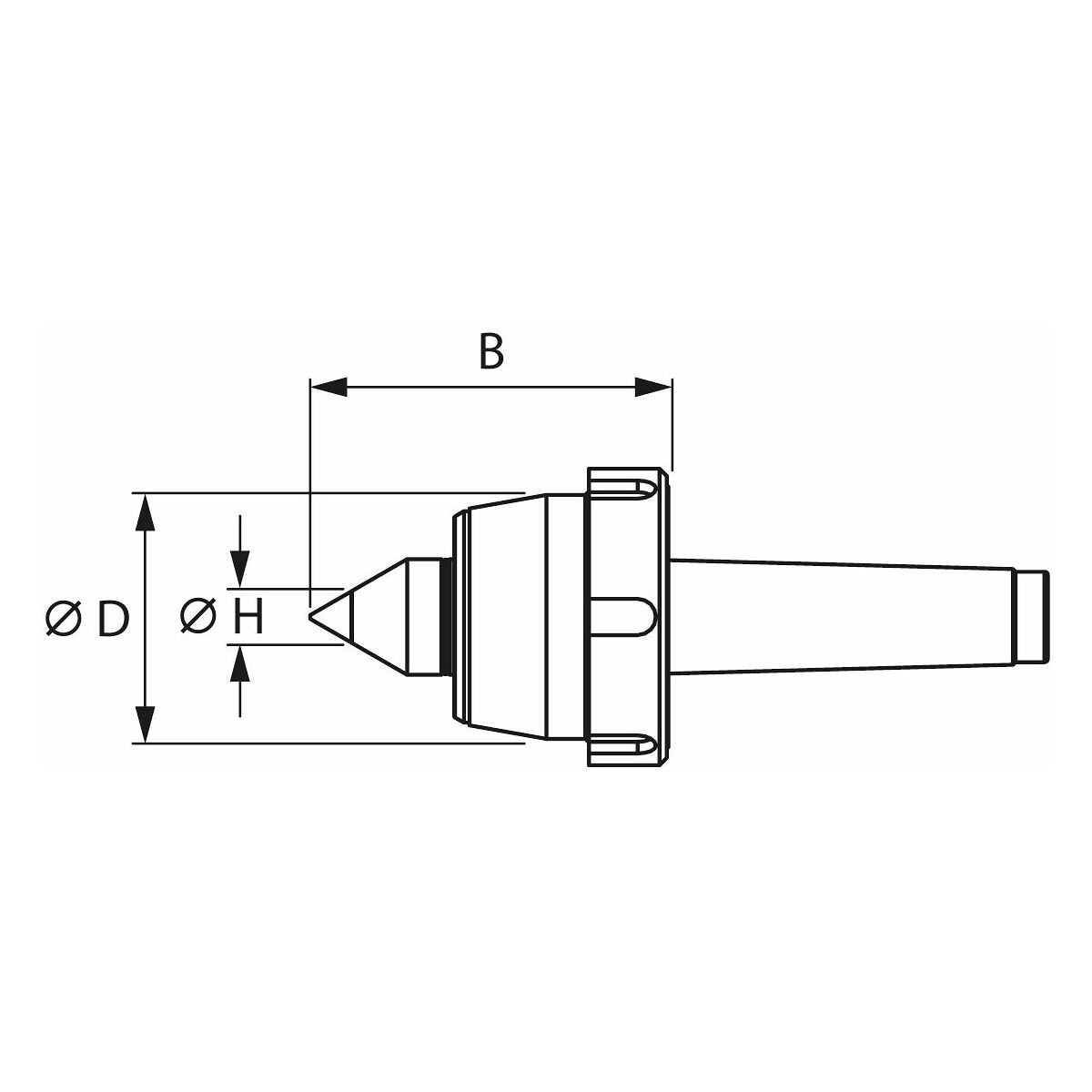
Exécution:
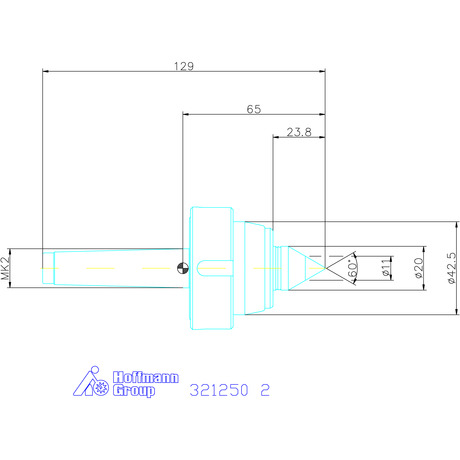
- Angle de pointe 60°.
- Avec pointe en carbure et écrou d’extraction spécialement pour machines CN.
- Le corps et la pointe sont trempés (possibilité de réaffûtages multiples).
- Roulement à billes précis pour une grande précision de concentricité.
- Sans entretien grâce au graissage à vie.
- Un joint spécial empêche toute pénétration de saleté et de liquide de refroidissement.
Description:
Sur les tours, les pointes de centrage servent principalement à soutenir les pièces longues et minces, étant donné qu’il existe un risque de fléchissement ou de renversement dû aux forces qui s’exercent sur ces pièces.
La pointe de centrage est fixée à l’aide d’un cône morse. La pièce est serrée dans le mandrin et un chanfreinage est réalisé à l’aide d’un foret à centrer. Après le serrage, la pointe de centrage est alors insérée.
Utilisation:
Pour l’usinage de pièces minces à vitesse élevée.