 To the brochure GARANT profile broaching and slotting
To the brochure GARANT profile broaching and slotting{{ name }}
Réf. {{ combinedCodeWithHighlight }}
Référence:


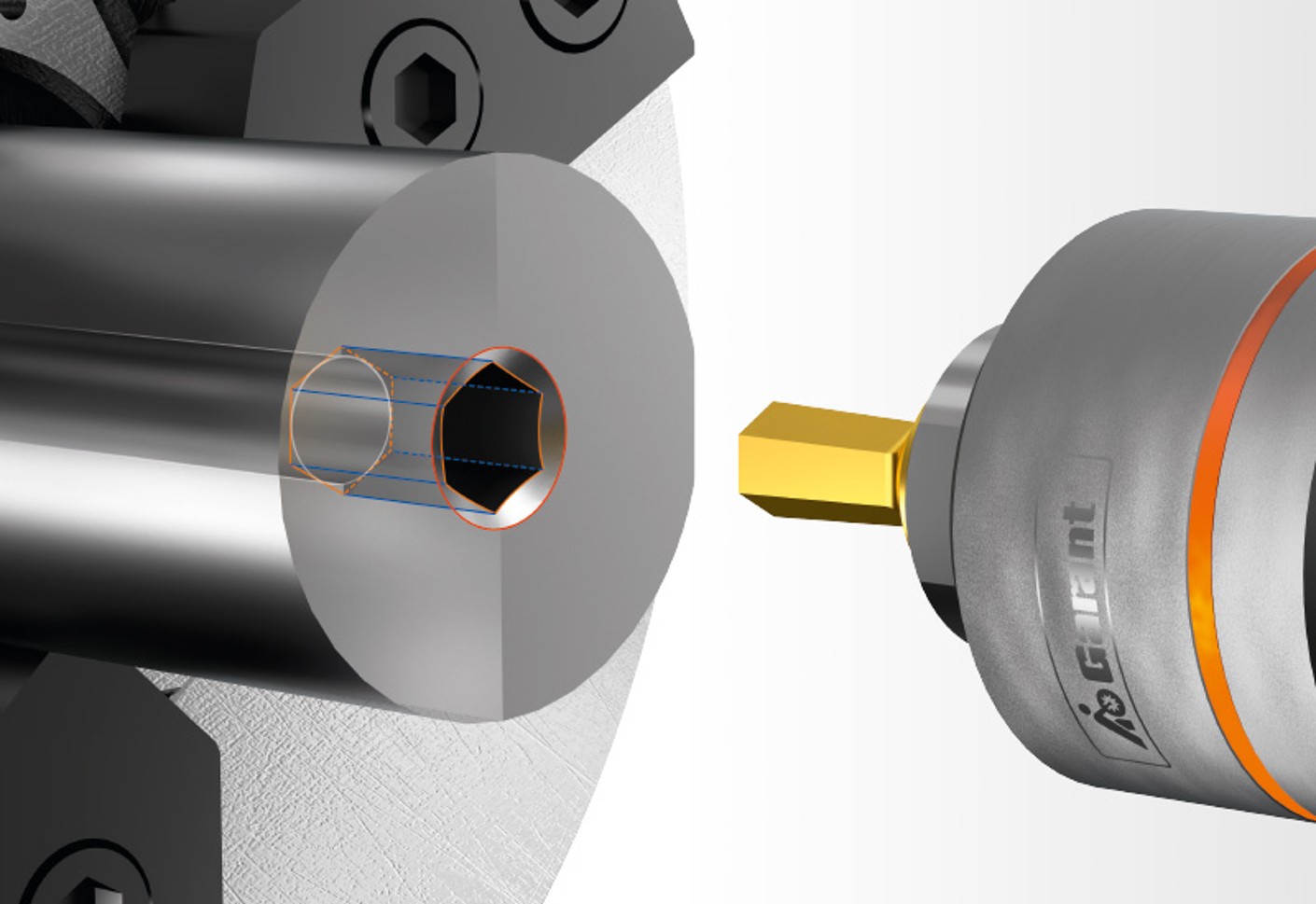
Le brochage de profil (également appelé "tumbling") est un procédé de fabrication d'usinage. Dans le brochage de profil, un bélier est utilisé pour produire le profil souhaité en quelques secondes, en une seule opération, grâce à un mouvement concentrique.
Les profils internes et externes sont produits en une seule opération, ce qui permet de gagner du temps :
Avec la gamme complète pour le brochage des profils sur les tours et les centres d'usinage, GARANT propose des outils très productifs et fiables en termes de processus pour l'usinage complet.
Il n'est pas nécessaire de convertir les pièces à usiner en machines spéciales, telles que des dispositifs de brochage ou de façonnage, ou de sous-traiter des processus de fabrication coûteux, tels que l'érosion par fil.
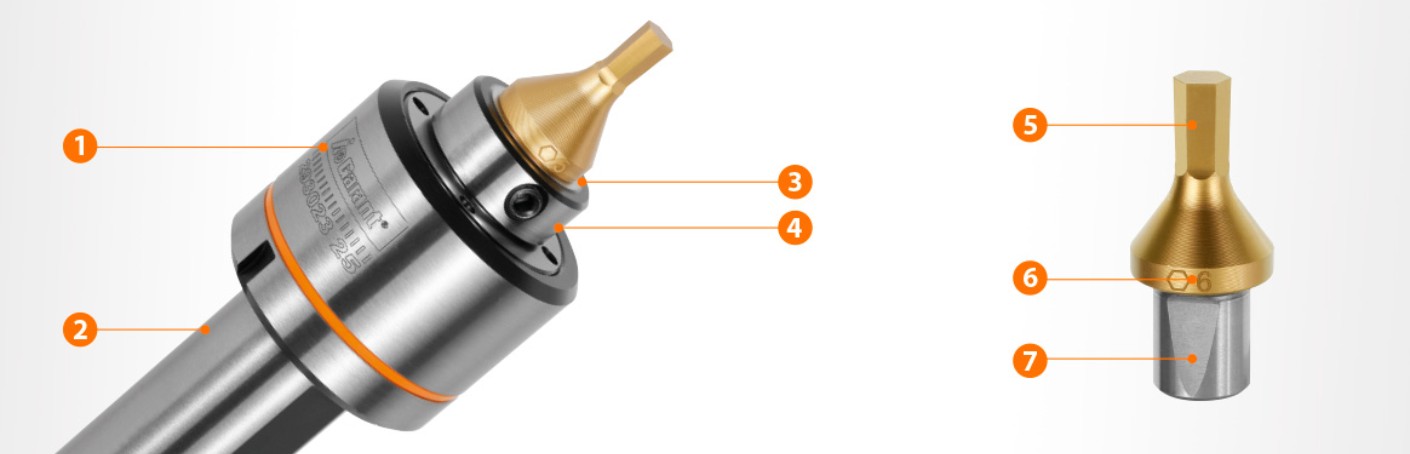
Profils, 6 pants carré et Torx® - Réalisé en quelques secondes :
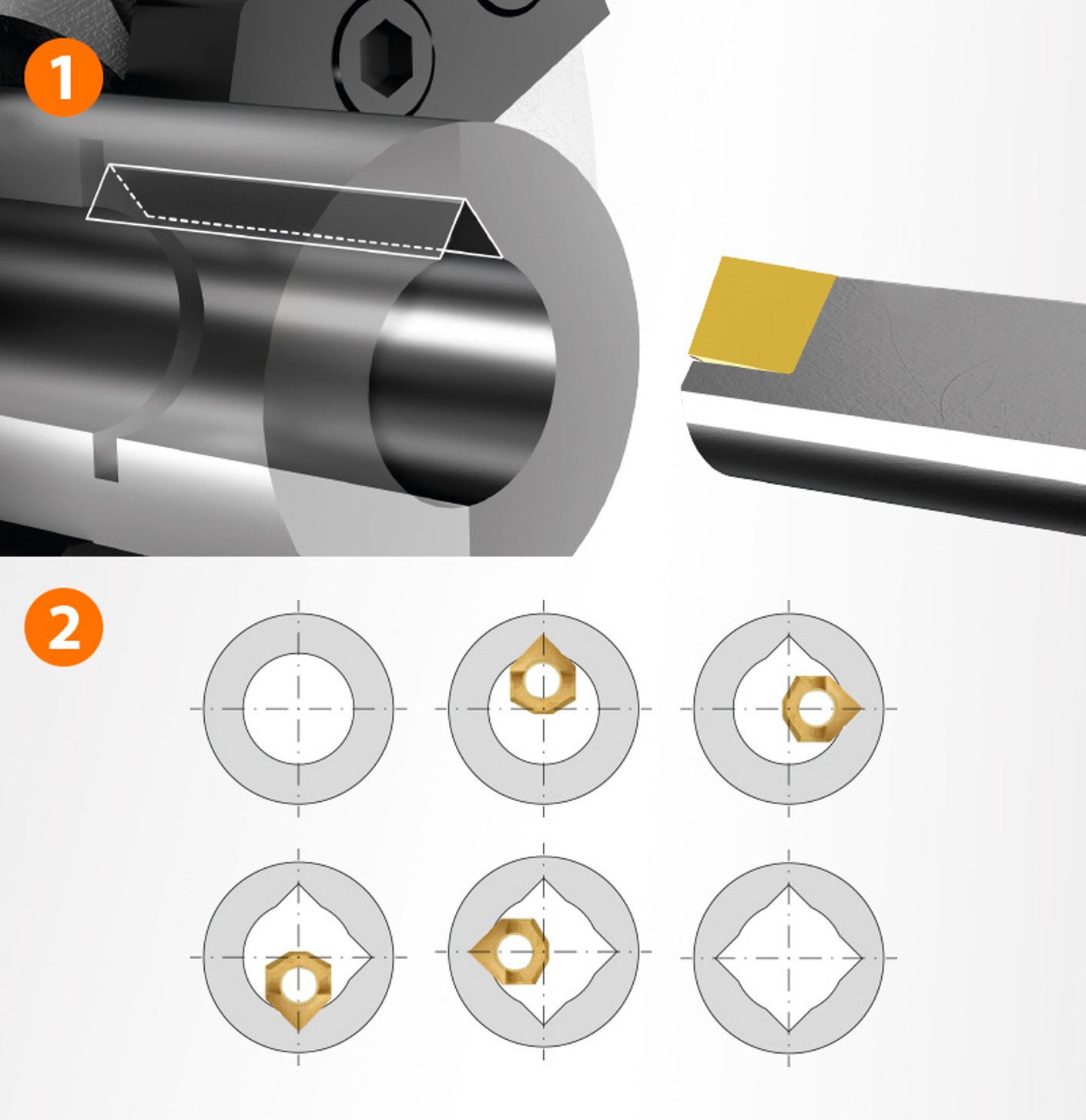
Etape 1 : Préparation de l’alésage
Pour protéger l’arête et réduire le temps d’usinage, choisir un pré-perçage aussi grand que possible. Pour les diamètres d’alésage plus grands, le contour d’alésage reste visible au niveau des méplats. Ceci n’a aucune incidence technique ni qualitative sur la fonctionnalité du profil.
Etape 2 : Brochage de profil
Lors de l’usinage sur un tour CNC, commencer à une vitesse de rotation réduite (n env. 100 tr/min – 200 tr/min) et une avance élevée (f env. 0,1 –0,3 mm/tr). Après une profondeur d’usinage d’env. 0,5 mm, augmenter l’avance et la vitesse de rotation suivant le tableau (voir page Produits sur les broches à profiler). Revenir avec une avance supérieure. Une lubrification est nécessaire. En raison de la faible profondeur du profil, un arrosage externe suffit.
Etape 3 : Finition
Les copeaux restant dans le trou borgne pourront être éliminés au besoin avec un perçage suivant (taille de foret identique à celle utilisée pour le pré-perçage) ou le dégagement.
Retrouvez plus de détails et d'informations sur les cycles de programmation des rainurages et profilage dans notre brochure en ligne.