Ausführung:
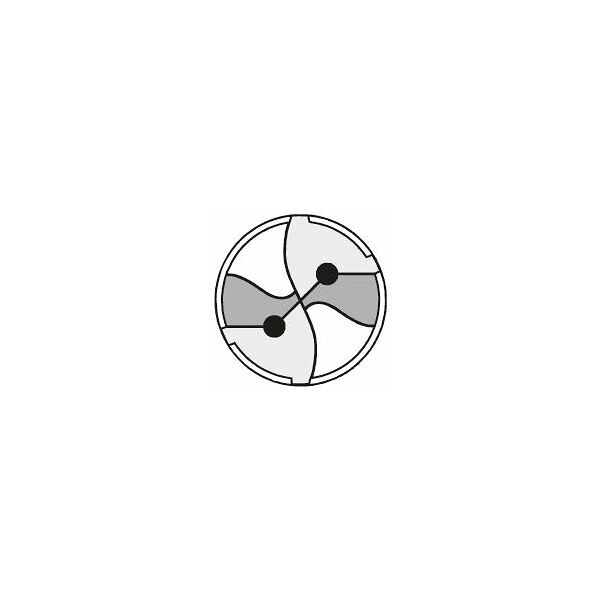
Starker Kern und Spezialausspitzung − dadurch schneidende Querschneide mit hoher Zentriergenauigkeit.
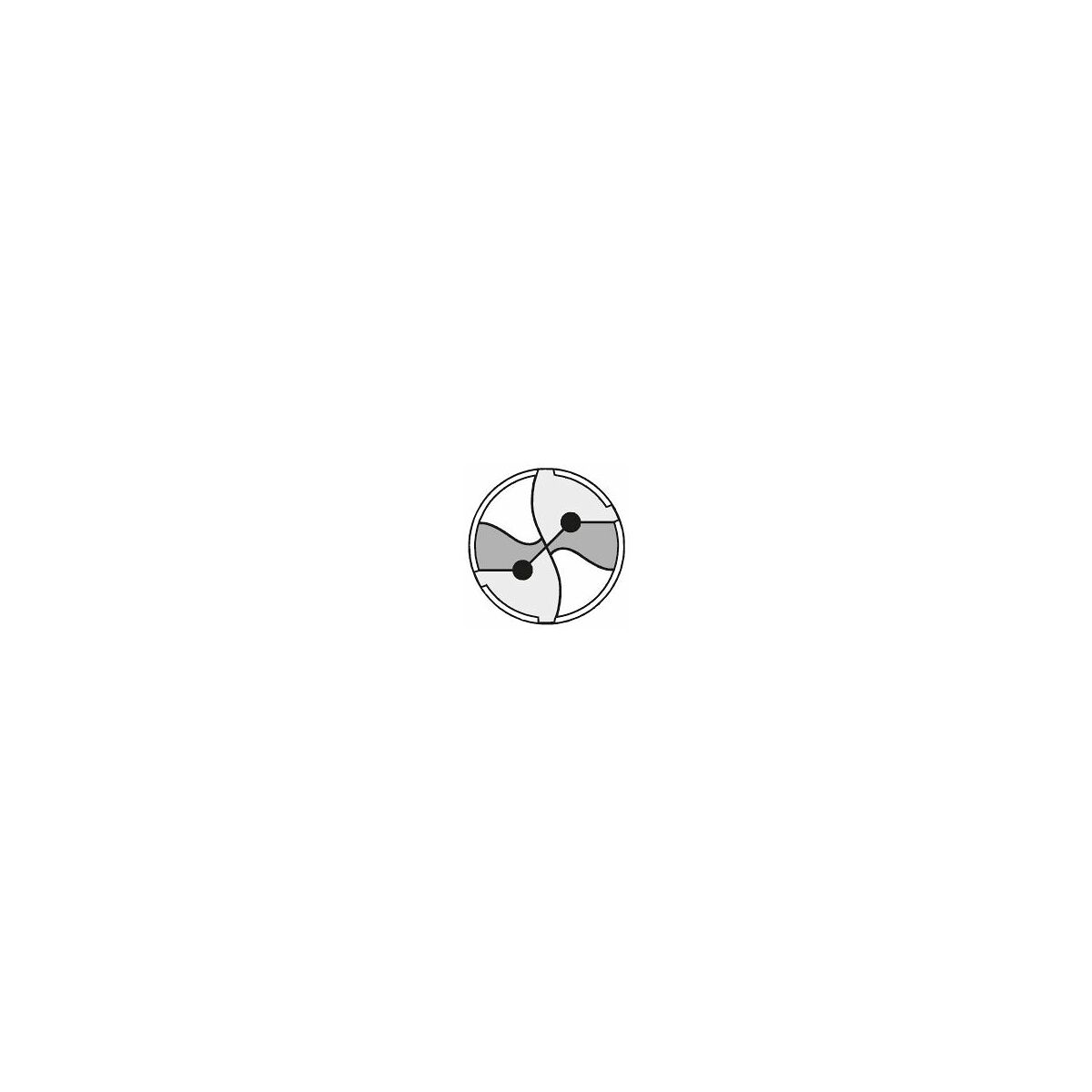
Besonders hohe Fluchtungsgenauigkeit durch 4 Führungsfasen, die den Bohrer auch bei extremen Tiefen stabilisieren!
Konvexe Hauptschneiden mit Kantenverrundung und eine besondere Nutenform erzeugen kurze Späne, auch bei sonst langspanenden Werkstoffen.
Vorteil:
Hohe Prozesssicherheit und Oberflächengüte der Bohrung.
Hinweis:
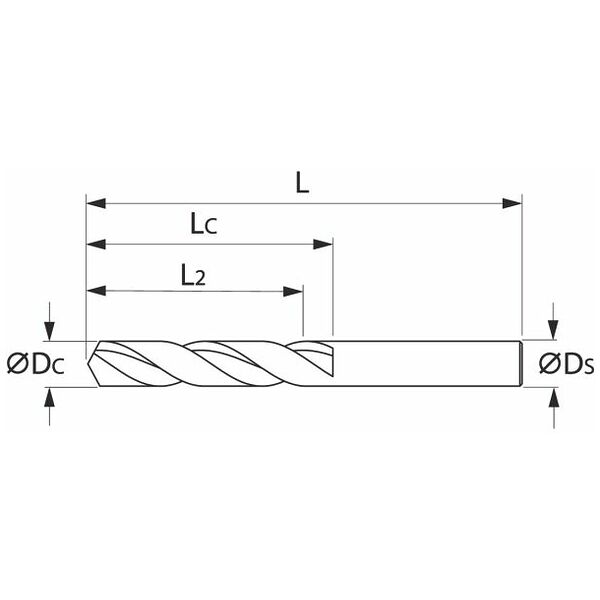
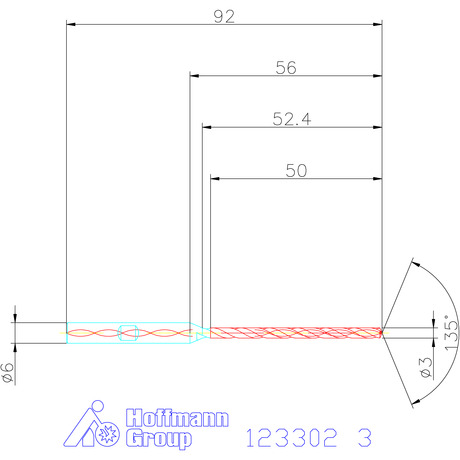
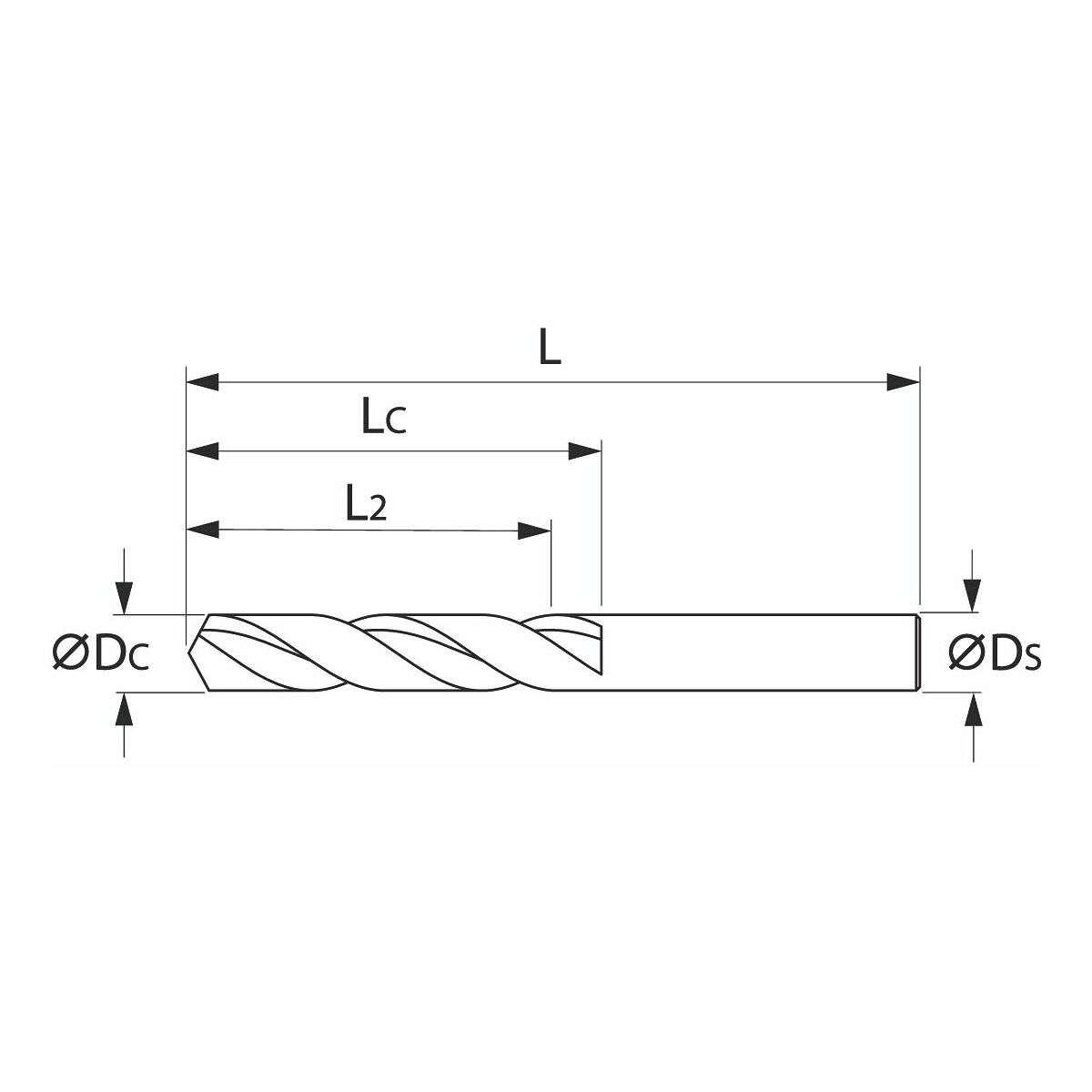
Spannutenlänge L
C = L
2 + 1,5 × D
C.
Zum prozesssicheren Einsatz der Tieflochbohrer 12×D ist eine vorherige Zentrierung mit Nr.
121068–
121130 oder Pilotbohrung 3×D mit Nr.
122736 erforderlich.
NEUE GENERATION VERFÜGBAR!Empfohlene Nachfolgeprodukte sind Nr. 123226 und 123236.